کشت و صنعت
بهره وری در تولیداتکشت و صنعت
بهره وری در تولیداتسیکل بخار رانکین
«سیکل رانکین» (Rankine Cycle) یا «سیکل بخار رانکین» به مجموعه فرآیندهای بستهای گفته میشود که نتیجه آن کار مفید خروجی است. معمولا در این سیکلها از آب بهعنوان سیال کاری استفاده میشود. همچنین در بخشی از فرآیندهای این سیکل، سیال مذکور به صورت بخار و در بخشی دیگر به شکل مایع است.
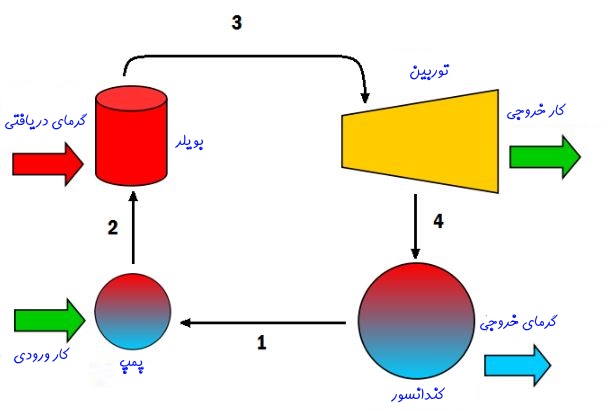
عمدتا از سیکل رانکین برای تولید توان در نیروگاههای مبتنی بر سوخت فسیلی یا هستهای استفاده میشود. در این نیروگاهها با استفاده از سوزاندن سوختهای مذکور، آب را در بویلر – یا دیگ بخار – به بخار تبدیل میکنند. پس از آن، با عبور دادن این بخار از توربین، کار مدنظر تولید میشود. شکل زیر شماتیک کارکرد سیکل رانکین را نشان میدهد.
فرآیندهای انجام شده در یک سیکل رانکین
در حالت کلی ۴ فرآیند اصلی در یک سیکل رانکین اتفاق میافتد. در ادامه هرکدام از این فرآیندها توضیح داده شده.
- ۲→۱: افزایش فشار سیال با استفاده از پمپ
- ۳→۲: انتقال حرارت به سیال پرفشار توسط بویلر یا دیگ بخار و تبدیل آن به بخار داغ
- ۴→۳: انبساط بخار در توربین و تولید کار
- ۱→۴: خنک و متراکم شدن سیال در کندانسور
با توجه به مراحل بالا متوجه شدیم که یک سیکل ایدهآل رانکین از ۴ عنصر پمپ، بویلر، توربین و کندانسور تشکیل شده است. در ادامه در مورد روابط حاکم بر این فرآیندها توضیح خواهیم داد.
بهمنظور توضیح دقیق فرآیندهای رخ داده در یک سیکل رانکین، دو شکل زیر را در نظر بگیرید.
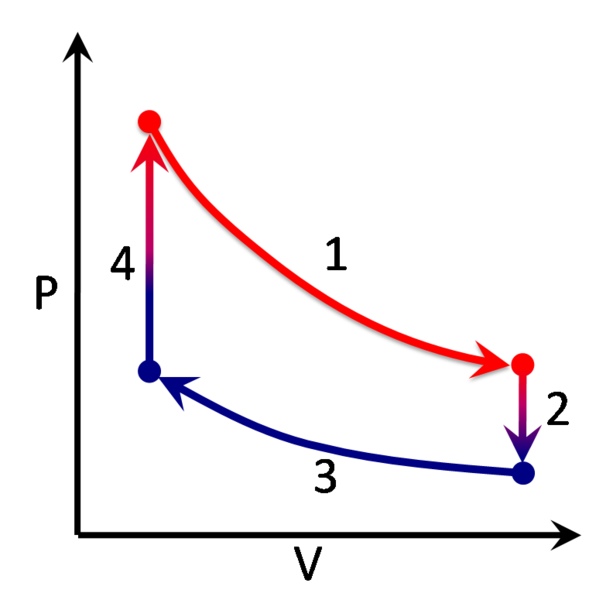
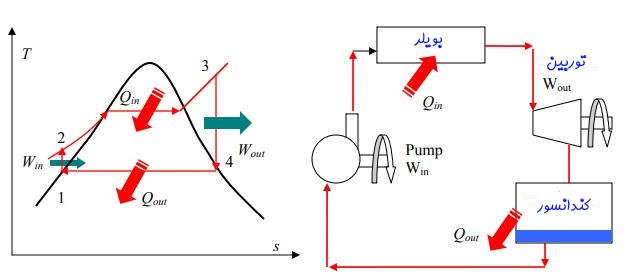 شکل ۱.
شکل ۱.در این سیکل فرآیندها به ترتیب زیر اتفاق میافتند.
- ۲→۱: آیزنتروپیک
- ۳→۲: فشار ثابت
- ۴→۳: آیزنتروپیک
- ۱→۴: فشار ثابت
با توجه به مفاهیم عنوان شده بهمنظور تحلیل سیکل رانکین در ابتدا بایستی مقدار حرارت و کار مبادله شده با محیط را در هر مرحله یافت. توجه کنید که در این تحلیل h نشان دهنده آنتالپی ویژه سیال در هر مرحله است.
پمپ (فرآیند ۲→۱)
در ابتدا پمپ روی سیال کار انجام داده و فشار آن را افزایش میدهد. با فرض اینکه کار انجام شده و انتقال حرارت صورت گرفته را با wpump,in و q نشان دهیم و با توجه به اینکه این فرآیند به صورت آیزنتروپیک انجام میشود، میتوان برای این فرآیند قانون اول ترمودینامیک را به صورت زیر نوشت:
wpump,in + q = h2 – h1
در سیکل رانکین ایدهآل توربین و پمپ به صورت عایق در نظر گرفته میشوند، از این رو مقدار انتقال حرارت خالص صورت گرفته برابر با صفر است. در نتیجه رابطه بالا به شکل زیر در خواهد آمد.
![]()
با توجه به این که سیال ورودی و خروجی به پمپ، به صورت مایع است، بنابراین چگالی آن تقریبا ثابت فرض میشود. اگر حجم ویژه (یا همان چگالی) سیال را با نماد ν نشان دهیم، تغییرات آنتالپی در فرآیند ۲-۱ را میتوان به صورت زیر محاسبه کرد.
h2−h1=Δh=p2ν2–p1ν1=(p2–p1)νh2−h1=Δh=p2ν2–p1ν1=(p2–p1)ν
در ادامه از رابطه بالا بیشتر استفاده خواهیم کرد.
دیگ بخار (فرآیند ۳→۲)
همانطور که در بالا نیز بیان کردیم، انتقال حرارت صورت گرفته به سیال در بویلر، به صورت فشار ثابت است. هماننند تحلیل پمپ، در اینجا نیز با استفاده از قانون اول که در زیر بیان شده، میتوان مقدار حرارت منتقل شده به سیال را بدست آورد. توجه داشته باشید که در این مرحله qin میزان حرارت وارد شده به سیال را نشان میدهد. بنابراین میتوان گفت:
![]()
در شکل ۱، نقطه ۳ وضعیت سیال را پس از خروج از دیگ بخار نشان میدهد. همانطور که میتوان دید در این نقطه آب به صورت بخار «فوق گرم» (Super Heat) است.
توربین (فرآیند ۴→۳)
در توربین است که کار خروجی تولید میشود. همانند پمپ، سیال در توربین فرآیندی آیزنتروپیک را تجربه میکند. توجه داشته باشید که تمامی این گزارهها مربوط به حالتی است که با یک سیکل ایدهآل رانکین روبرو هستیم. با توجه به مفاهیم بیان شده، قانون اول برای این فرایند را میتوان به شکل زیر بیان کرد:
![]()
در رابطه بالا wturbine,out کار خروجی توربین را نشان میدهد. توجه کنید که در این جا نمیتوان همچون پمپ کار را به طور مستقیم محاسبه کرد. بنابراین بایستی آنتالپی ویژه مربوط جریان ورودی و خروجی از توربین خوانده شود و در معادله بالا قرار گیرد.
کندانسور (فرآیند ۱→۴)
احتمالا حدس زدهاید که این مرحله نیز شبیه به مرحله بویلر است. تفاوتشان در این است که در بویلر سیال گرم و در کندانسور سرد میشود. قانون اول برای این مرحله به صورت زیر است.

راندمان سیکل رانکین
همانند دیگر سیکلهای ترمودینامیکی در این سیکل نیز با تقسیم کار خالص خروجی از سیکل و حرارت ورودی به آن، راندمان سیکل محاسبه میشود. برای بدست آوردن کار خالص خروجی میتوان گفت:
wnet=wturbine−wpump=(h3−h4)−(h2−h1)wnet=wturbine−wpump=(h3−h4)−(h2−h1)
توجه داشته باشیدکه کار خروجی مثبت و کار ورودی منفی در نظر گرفته میشود. به همین دلیل است که در رابطه بالا قبل از کار پمپ از علامت منفی استفاده کردهایم. از طرفی برای بدست آوردن راندمان بایستی میزان حرارت وارد شده به سیکل را نیز محاسبه کنیم. همانطور که میدانید در سیکل رانکین این بویلر است که به سیستم انرژی میدهد. در نتیجه انرژی وارد شده به سیکل برابر است با:
qin=qBoiler=h3−h2qin=qBoiler=h3−h2
بنابراین با تقسیم کار خالص خروجی به حرارت ورودی به سیکل، میتوان راندمان سیکل رانکین را به شکل محاسبه کرد.
η=wnetqin=(h3−h4)−(h2−h1)(h3−h2)η=wnetqin=(h3−h4)−(h2−h1)(h3−h2)
مثال
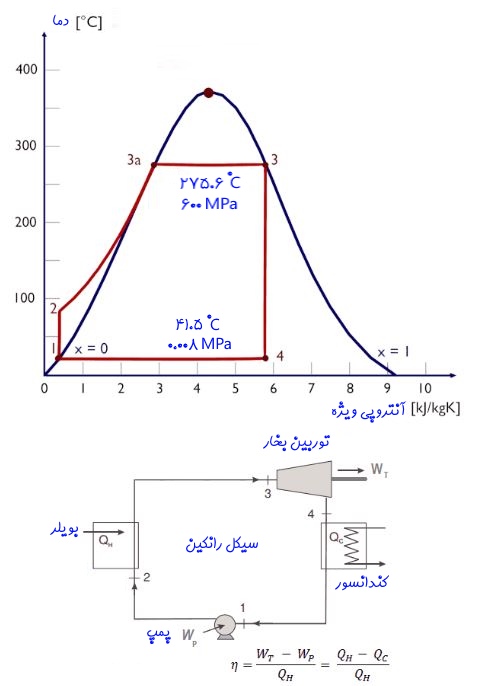
سیکلی مبتنی بر رانکین را مطابق شکل زیر تصور کنید. این سیکل به صورت ایدهآل در نظر گرفته شده و در آن از بازیاب گرمایی استفاده نشده است.
 شکل ۱
شکل ۱فرض کنید سیال ورودی به توربین در دمای ۲۷۵.۶ درجه و فشار ۶ مگاپاسکال است. سیال ورودی کاملا به شکل بخار است. بخشی از سیال پس از منبسط شدن در توربین به صورت مایع در میآید. در این حالت چند درصد از سیال خروجی از توربین را بخار تشکیل میدهد؟ فرض کنید سیال در دما و فشار ۴۱.۵ درجه و ۰.۰۰۸ مگاپاسکال از توربین خارج میشود. با این فرض موارد زیر را محاسبه کنید.
- کیفیت بخار خروجی از توربین
- کار انجام شده توسط توربین
- حرارت اضافه شده به سیستم
- راندمان ترمودینامیکی این سیکل
در ترمودینامیک برای سیالی که ترکیبی از بخار و مایع است، کمیتی تحت عنوان کیفیت تعریف میشود. این کمیت درصد تشکیلدهنده بخار را در یک ترکیب مایع و بخار نشان میدهد. برای مثال با توجه به تعریف انجام شده، کیفیت سیال ورودی به پمپ، صفر درصد و کیفیت بخار خروجی از بویلر ۱۰۰ درصد است.
از آنجایی که مقدار دقیق کیفیت بخار خروجی را نمیدانیم، در اولین قدم بایستی این مجهول یافت شود. با توجه به معلوم بودن فشار خروجی از توربین، میتوان آنتروپی مربوط به بخار اشباع و آنتروپی مربوط به مایع اشباع را از جدول خواص ترمودینامیکی خواند. از طرفی میدانیم که مقدار آنتروپی ترکیب مایع و بخار اشباع را میتوان به شکل زیر بیان کرد.
 معادله ۱
معادله ۱با توجه به این که فشار خروجی توربین برابر با فشار ورودی به پمپ است (به شکل ۱ نگاه کنید) بنابراین خواص ترمودینامیکی نقطه ۴ را میتوان در فشار ۰.۰۰۸ مگاپاسکال (که همان فشار ورودی است) و از جدول خواص ترمودینامیکی برداشت. دلیل این کار برابر بودن فشار دو نقطه اشباعِ ۱ و ۴ است.
اجزاء معادله بالا به شرح زیر هستند.
- s4=5.89 kj/kgk: آنتروپی ترکیب بخار و مایع در نقطه ۴
- sv=8.227 kj/kgk: آنتروپی بخار خالص در نقطه ورود به توربین (نقطه ۳)
- sl=0.592 kj/kgk: آنتروپی مربوط به مایع اشباع در نقطه ۱
با جایگذاری این مقادیر در معادله ۱ کیفیت بخار خروجی از توربین به صورت زیر بدست میآید.

با استفاده از کیفیت بدست آمده میتوان معادله ۱ را برای آنتالپی نوشت. همچنین آنتالپی بخار و مایع اشباع را از جدول خواص ترمودینامیکی، در فشار ۰.۰۰۸ مگاپاسکال میخوانیم. با مراجعه به جدول مقادیر h4v و h4l به ترتیب برابر با ۲۵۷۶ و ۰.۶۹۴ کیلوگرم/کیلوژول خوانده میشوند. بنابراین آنتالپی کل نقطه ۴ را میتوان به شکل زیر محاسبه کرد.

از طرفی میدانیم که سیال ورودی به توربین به صورت بخار اشباع است. بنابراین میتوان آنتالپی این نقطه را از جدول خواص ترمودینامیکی برداشت. نهایتا مقدار h3 برابر با ۲۷۸۵ خوانده میشود. با معلوم شدن مقادیر h3 و h4 و همچنین با استفاده از قانون اول ترمودینامیک کار خروجی از توربین نیز به صورت زیر بدست میآید.
![]()
توجه داشته باشید که فرآیندهای یک سیکل رانکین در حالت واقعی دارای بازگشتناپذیری هستند. بنابراین فرآیندهای رخ داده در پمپ و توربین ممکن است به صورت بازگشت ناپذیر بوده و آنتروپی تولید کنند. از طرفی فرآیند انتقال حرارت نیز به صورت دقیقا فشار ثابت نیست و در بویلر و کندانسور افت فشاری وجود خواهد داشت. همچنین به منظور افزایش راندمان این سیکل از روشی تحت عنوان «بازگرمایش» استفاده میکنند.
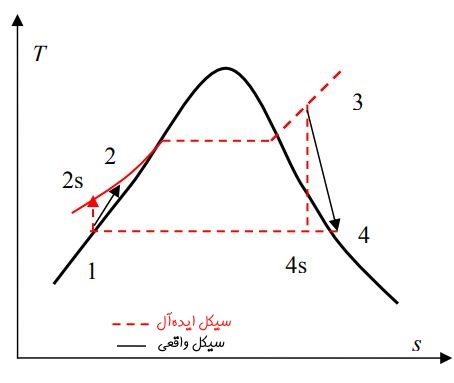
انحراف از سیکل ایدهآل رانکین
همانطور که در بالا نیز بیان کردیم، در یک سیکل ترمودینامیکی واقعی به دلیل وجود برگشت ناپذیریها فرآیندی که کاملا به صورت آدیاباتیک، فشار ثابت یا آیزنتروپیک باشد، رخ نخواهد داد. از این رو به منظور تحلیل چنین سیکلهایی آن را با استفاده از تقریب خاصی با سیکلهای واقعی مدلسازی میکنند.
اجازه دهید در قدم اول مقادیر ثابتی را به منظور توصیف این برگشتناپذیریها تعریف کنیم. از این رو دو مفهوم «راندمان آیزنتروپیک» را برای پمپ و توربین به صورت زیر تعریف میکنیم.

در رابطه بالا اندیسهای a نشان دهنده مقادیر واقعی (مثلا ha مقدار واقعی آنتالپی را در نقطه a نشان میدهد) خواص ترمودینامیکی و اندیس s مقادیر ایدهآل را نشان میدهند.
شکل زیر سیکل رانکین را در دو حالت ایدهآل و همچنین در حالت وجود برگشتناپذیری در توربین و پمپ را نشان میدهد. در این شکل نمودار قرمز رنگ، سیکل ایدهآل رانکین و نمودار مشکی رنگ، سیکل واقعی رانکین را نشان میدهند.
مثال
شکل ۲ نیروگاهی را نشان میدهد که مبتنی بر سیکل رانکین کار میکند.
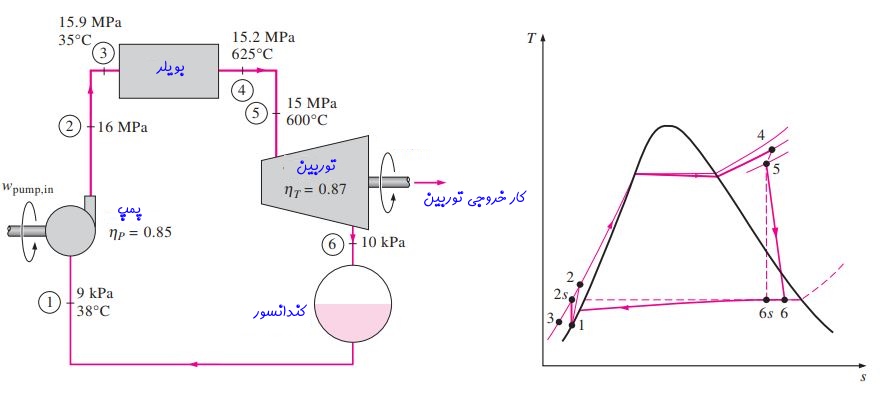 شکل ۲
شکل ۲احتمالا همانطور که متوجه شدهاید، میتوان از نمودار دید که این سیکل از حالت ایدهآل منحرف شده. راندمان آیزنتروپیک توربین و پمپ را به ترتیب برابر با ۸۷ و ۸۵ درصد در نظر بگیرید. با فرض اینکه نرخ جریان جرمی در این سیکل برابر با ۱۵ کیلوگرم بر ثانیه باشد، موارد زیر مطلوب است:
- بازده حرارتی این سیکل
- کار خالص خروجی از سیکل
پیشنهاد میکنیم برای حل مسائل مربوط به سیکل رانکین مسیر فرآیندها را روی نمودار مربوط به آن در نظر بگیرید. در حقیقت با نگاهی اولیه به نمودار میتوان فهمید که کدام خواص را داریم و کدامیک از آنها مجهول هستند.
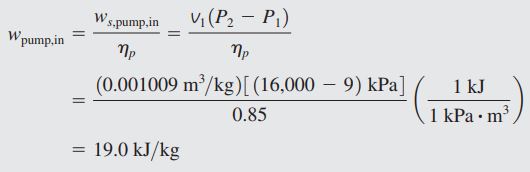
دادههای اولیه مسئله را میتوانید روی نمودار T-S مشاهده کنید. در هر نقطه مقادیر دما و فشار مشخص شدهاند. اولین قدم برای حل این مسئله این است که کار خالص خروجی از سیستم را بیابیم. بدین منظور میتوان با استفاده از تعریف راندمان پمپ و توربین در ابتدا مقادیر کار ایدهآل آنها را محاسبه کرد سپس با اعمال راندمانشان، مقادیر واقعی کار پمپ و توربین را یافت. بنابراین میتوان گفت:
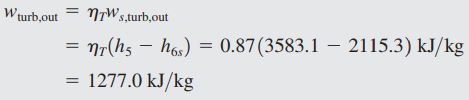
به همین صورت کار توربین نیز برابر است با:
گرمای اضافه شده به سیال را مطابق با حالت سیکل ایدهآل میتوان یافت و تفاوتی در این حالت وجود ندارد. در نتیجه داریم:
![]()
نهایتا با بدست آمدن کار خالص خروجی و گرمای داده شده به سیکل، راندمان حرارتی سیکل را طبق تعریف و به شکل زیر محاسبه میکنیم.

مقادیر گرما و کار محاسبه شده بر واحد جرم هستند. از این رو برای بدست آوردن مقادیر مطلق آنها بایستی اعداد محاسبه شده را در دبی جریان ضرب کرد. برای نمونه کار خالص بدست آمده توسط این سیکل را میتوان به شکل زیر بدست آورد.
![]()
از روشهایی که به منظور افزایش راندمان سیکلهای حرارتی استفاده میشود، «بازگرمایش» (Reheating) است. در بخشی مجزا در مورد این روش بحث خواهیم کرد.
در این مطلب مفاهیم اصلی و پایهای مربوط به سیکل توانی رانکین را مورد بررسی قرار دادیم. البته مفاهیم مربوط به سیکلهای ترمودینامیکی نیازمند تمرین بسیار و حل سئوالات گوناگون است. در اینجا مثالهای متفاوتی در مورد سیکلهای ترمودینامیکی حل شده است که میتواند برای تسلط به موضوع برایتان مفید باشد. همچنین در صورتی که به مباحث مرتبط در زمینه مهندسی مکانیک علاقهمند هستید، احتمالا آموزشهای زیر نیز برایتان کاربردی خواهند بود.
انفجار دیگ بخار و اختراع موتور استرلینگ
موتور استرلینگ در سال ۱۸۱۶ توسط «رابرت استرلینگ»، مخترع اسکاتلندی، معرفی شد. دلیل اصلی اختراع این موتور جایگزینی آن با موتور بخار بود. دلیل این امر احتمال رخ دادن انفجار در دیگ بخار موتورهای مذکور به دلیل وجود فشار بالا است. موتور استرلینگ نیز همانند بقیه موتورهای گرمایی انرژی مکانیکی را به انرژی حرارتی تبدیل میکند.
 رابرت استرلینگ (۱۸۷۸-۱۷۹۰)
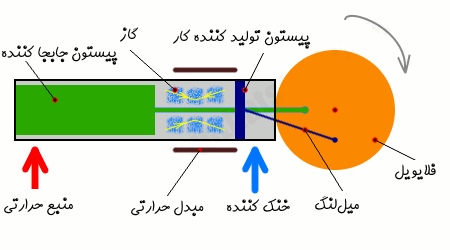
رابرت استرلینگ (۱۸۷۸-۱۷۹۰)ویژگی منحصر بفرد این موتور، ثابت بودن مقدار سیال کاری در سیکل آن است. در حقیقت گاز در بخش سردتر موتور متراکم شده و در بخش داغتر آن منبسط شده و تولید کار میکند. معمولا از بازیاب حرارتی درونی در این موتورها بهمنظور افزایش راندمان حرارتی استفاده میشود. انیمیشن زیر شماتیک کارکرد این موتور را نشان میدهد.
اجزاء اصلی موتور استرلینگ
با توجه به حرارتی بودن این دستگاه، حرارت با استفاده از مبدل حرارتی از منبع به سیال کاری منتقل میشود. یک موتور استرلینگ از حداقل یک منبع حرارتی و یک سرد کننده و نهایتا ۴ مبدل حرارتی تشکیل شده است. برخی از موتورهای حرارتی از مجموعهای از این اجزاها تشکیل شدهاند.
منبع حرارتی
معمولا در موتور استرلینگ از احتراق داخلی جهت تولید انرژی حرارتی استفاده میشود. همچنین محصولات حاصل از احتراق با سیال کاری و اجزاء داخلی موتور تماسی ندارد. از منابع دیگری همچون انرژی خورشیدی، زمینگرمایی و انرژی بایو نیز بهعنوان منبع حرارتی استفاده میشود. جدیدا استفاده از موتورهای استرلینگ مبتنی بر انرژی خورشیدی به دلیل سازگار بودن آنها با محیط زیست و همچنین مقرون بهصرفه بودن از نظر اقتصادی، مرسوم شدهاند.
مبدل حرارتی
در موتورهای تولید کننده توانهای اندک و کوچک، معمولا مساحتهای متصل به سطوح داغ، اندک در نظر گرفته میشوند. این در حالی است که در موتورهای تولید کننده توانهای بزرگ، سطوح انتقال حرارت را بزرگتر میسازند.
در طراحی موتورهای استرلینگ، مبدلهای حرارتی به نحوی طراحی میشوند که فرآیند انتقال حرارت و افت فشار در پمپ بهینه شود. در موتورهایی که در فشار و توان بالا ساخته میشوند، بایستی از آلیاژهایی استفاده شود که قابلیت تحمل دمای بالا در سطوح انتقال حرارت را داشته باشند.
بازیاب
در یک موتور استرلینگ، بازیاب عبارت از بخشی است که بین بخش داغ و سرد موتور قرار گرفته و سیال کاری از آن عبور میکند. در حقیقت سیال عبوری در یک جهت حرارت را دریافت کرده و در جهت مخالف حرارت را دفع میکند.
تاثیر اولیه بازیاب، افزایش راندمان حرارتی در نتیجه جمع آوری حرارت و کاهش بازگشت ناپذیری سیستم است. در بحث افزایش راندمان سیکل رانکین نیز به این روش به تفصیل اشاره شده است. تاثیر ثانویه این بخش، افزایش توان خروجی موتور با ثابت فرض کردن دمای منبع گرم و سرد است.
بازیاب بخشی کلیدی و مهم در موتور استرلینگ محسوب میشود که توسط شخص استرلینگ معرفی شده.
خنک کننده
بدیهی است که با افزایش دمای منبع سرد و گرم، راندمان سیکل استرلینگ نیز افزایش خواهد یافت. معمولا منبع خنک کننده همان محیطی است که موتور استرلینگ در آن کار میکند. عمدتا در موتورهای توان بالا از رادیاتور جهت انتقال حرارت به هوای بیرون استفاده میشود. موتورهای زیر دریاییها از این مزیت برخوردارند که از آب به نسبت سردتر به جای هوای بیرونی جهت خنک کننده استفاده میکنند.
جابجاکننده
جابجا کننده، پیستون ویژهای است که در حالت گاما یا بتا از آن استفاده میشود. در حقیقت جابجا کننده گاز را بین بخش سرد و گرم بازیاب جابجا میکند.
طرز قرارگیری اجزاء
در حالت کلی سه نوع معمول از موتور استرلینگ وجود دارد. این موتورها با توجه به نوع قرارگیری پیستون در آنها به مدلهای آلفا، بتا و گاما دستهبندی میشوند.
در مدل آلفا از دو پیستون استفاده میشود. یکی از این موتورها در سیلندری سرد و دیگری در سیلندری گرم قرار میگیرد و گاز میان آنها جابجا میشود. انیمیشن زیر طرز کار موتور آلفا نشان داده شده است.
در مدل بتا از یک سیلندر با انتهای سرد و گرم تشکیل شده است. همچنین در سیلندر مذکور پیستونی قرار گرفته که هوا را بین بخش گرم و سرد جابجا میکند. انیمیشن زیر طرز کار موتور استرلینگ مبتنی بر روش بتا را نشان میدهد.
در مدل گاما نیز از دو سیلندر استفاده میشود. در یکی از آنها از جابجا کنندهای با دو انتهای سرد و گرم استفاده میشود. همچنین در سیلندر دیگر از پیستون تولید کار بهره گرفته میشود.
فرآیندهای سیکل استرلینگ
یک سیکل استرلینگ ایدهآل از ۴ فرآیند ترمودینامیکی مطابق با مراحل زیر تشکیل شده است.
- انبساط دما ثابت: در مرحله اول فضای سیلندر بهصورت دما ثابت منبسط میشود. همچنین گاز در این فرآیند بهصورت دما ثابت از منبع حرارتی، انرژی دریافت میکند.
- کاهش فشار در حجم ثابت: در این مرحله گاز از بازیاب عبور کرده و در فرآیندی حجم ثابت فشار آن کم میشود.
- تراکم دما ثابت: در این مرحله گاز در دمای ثابت حرارت از دست میدهد. جهت ثابت ماندن دما، حجم گاز نیز بایستی کاهش یابد.
- گرفتن حرارت در حجم ثابت: در این مرحله نیز همانند مرحله دوم، گاز از مبدل حرارتی عبور کرده و بخشی از حرارت منتقل شده در مرحله دوم را جذب میکند. بنابراین در این مرحله فشار و دمای گاز در حجم ثابت زیاد میشود.
شکل زیر نمودار فشار-حجم را برای سیکل استرلینگ نشان میدهد.
قبلا در مطلب سیکلهای ترمودینامیکی عنوان شد که راندمان ایدهآل یک سیکل گازی برابر با حاصل تقسیم اختلاف دمای منبع گرم و سرد به دمای منبع گرم است. در موتورهای استرلینگ نیز همین اصل صادق است. بنابراین با اختلاف دمای منبع گرم و سرد در یک موتور استرلینگ، راندمان موتور مذکور افزایش خواهد یافت. دیگر عوامل محیطی منجر به کاهش راندامان موتور استرلینگ خواهد شد. عمده این عوامل محدودیت در فرآیند انتقال حرارت و اثرات جریان ویسکوز هستند.
تنش استوانه ای دیگ بخار
«تنش استوانهای» (Cylinder Stress)، نوعی توزیع تنش با تقارن چرخشی است. این نوع تنش در اجسام استوانهای مشاهده میشود. در این حالت، اگر جسم حول یک محور ثابت دوران کند، هیچ تغییری در توزیع تنش رخ نخواهد داد.
تنش استوانهای شامل سه الگوی زیر میشود:
- «تنش حلقوی» (Hoop Stress) یا «تنش پیرامونی» (Circumferential Stress): نوعی تنش نرمال در جهت مماس بر نقطه مورد بررسی (تصویر زیر) است.
- «تنش محوری» (Axial Stress): نوعی تنش نرمال موازی با محور تقارن استوانه است.
- «تنش شعاعی» (Radial Stress): تنشی که با محور تقارن استوانه در یک صفحه قرار دارد اما بر آن محور عمود است.
یک مثال متداول و علت اصلی نامگذاری تنش حلقوی، نیروی کششی اعمال شده بر نوارهای فلزی یا حلقههای اطراف یک بشکه چوبیاست (تصویر زیر). در یک لوله مستقیم، اعمال نیرویهای ناشی از اختلاف فشار به دیواره لوله، باعث افزایش تنشهای حلقوی میشوند. به طور مشابه، در صورتی که سرپوش دو انتهای لوله صاف باشد، نیروی اعمال شده ناشی از فشار استاتیک، یک تنش محوری عمود بر دیواره را ایجاد خواهد کرد. تنش شعاعی در مقاطع نازک، اغلب کوچک و قابل اغماض است. با این وجود، برای مدلسازی دقیق ورقههای استوانهای با جدار ضخیم باید اینگونه تنش را در محاسبات مد نظر قرار داد.

تاریخچه توسعه تحلیل تنش استوانهای
اولین تحلیل تنش در اجسام استوانهای توسط «ویلیام فیربرن» (William Fairbairn)، یکی از مهندسان عمران قرن ۱۹ ام میلادی، با کمک «ایتن هاجکینسون» (Eaton Hodgkinson)، یکی از مهندسان پیشگام در زمینه به کارگیری تحلیلهای ریاضی در طراحی سازهها توسعه یافت. مطالعات اولیه این محققین بر روی طراحی و ارزیابی شکست دیگهای بخار صورت گرفت. در طی این مطالعات، فیربرن متوجه شد که میزان تنش حلقوی دو برابر میزان تنش محوری (طولی) است و عامل مهمی در هنگام مونتاژ ورقههای دیگ بخار به حساب میآید. این ورقهها با استفاده از اتصال (پرچ کردن) ورقههای نورد شده به یکدیگر ساخته میشوند.
مطالعات بعدی در این زمینه، برای ساخت پلها و اختراع «شاه تیر جعبهای» (Box Girder) مورد استفاده قرار گرفتند. در تصویر زیر، ستونهای چدنی «پل چپستاو» (Chepstow Bridge) را مشاهده میکنید که توسط نوارهای بیرونی ساخته شده از آهنِ کار شده، تقویت شدهاند. نیروی طولی و عمودی در این نوارها به صورت فشاری است و چدن قابلیت مقاومت در برابر اینگونه نیرو را دارد. از طرف دیگر، به دلیل مقاومت بیشتر آهنِ کار شده در برابر تنش حلقوی (نسبت به چدن)، این ماده نیز در اطراف ستون مورد استفاده قرار گرفته است.

تنش حلقوی
تنش حلقوی، نیرویی است که به صورت محیطی (عمود بر راستای محور و شعاع جسم) به تمامی ذرات دیواره استوانه اعمال میشود. این تنش را میتوان از طریق رابطه زیر بیان کرد:

F: نیروی محیطی اعمال شده بر سطح دیواره استوانه؛ t: ضخامت شعاعی استوانه؛ l: طول محوری استوانه
یکی از کمیتهای جایگزین تنش حلقوی برای توصیف تنش محیطی، «تنش دیواره» (Wall Stress) یا «کشش دیواره» (Wall Tension) نام دارد. این کمیت به صورت نیروی محیطی در امتداد کل ضخامت شعاعی (طول استوانه) تعریف میشود.

T: تنش دیواره؛ F: نیروی محیطی؛ l: طول استوانه
تنشهای محوری و شعاعی به همراه تنش محیطی، مؤلفههای تانسور تنش در مختصات استوانهای را نمایش میدهند (تصویر زیر). برای اجسام دارای تقارن چرخشی، تجزیه نیروهای اعمال شده به مؤلفههای موازی با مختصات استوانهای z ،r و θ به انجام بهتر محاسبات کمک میکند. این مؤلفههای نیرو به ترتیب باعث به ایجاد تنشهای شعاعی، محوری و حلقوی میشوند.
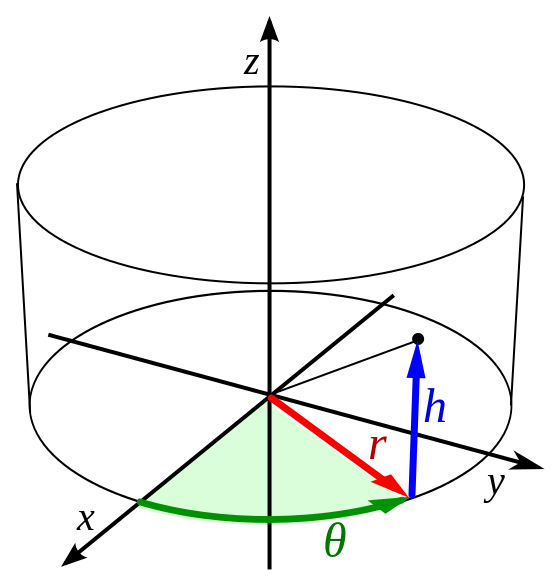 نمونهای از یک مختصات استوانهای
نمونهای از یک مختصات استوانهایرابطه بین فشار داخلی و تنش استوانهای
اجسام استوانهای شکل با توجه به نسبت شعاع به ضخامت دیوارهشان، به دو گروه «جدار نازک» (Thin-walled) و «جدار ضخیم» (Thick-walled) تقسیم میشوند. در ادامه به معرفی رابطه بین فشار داخلی و مولفههای تنش استوانهای (تنش حلقوی، شعاعی و محوری) در این دو گروه میپردازیم.
استوانه جدار نازک
استوانهای که نسبت شعاع به ضخامت دیواره آن بیشتر از ۱۰ (نسبت قطر به ضخامت کمتر از ۲۰) باشد، استوانه جدار نازک به حساب میآید. در این حالت میتوان دیواره را به صورت یک سطح در نظر گرفت. به این ترتیب، تنش حلقوی ناشی از فشار داخلی بر روی یک استوانه نازک با استفاده از «معادله یانگ-لاپلاس» (Young–Laplace Equation) قابل محاسبه خواهد بود:
 برای استوانه
برای استوانه برای کره
برای کرهP: فشار داخلی؛ t: ضخامت دیواره؛ r: میانگین شعاع استوانه؛ σθ: تنش حلقوی

معادله تنش حلقوی در ورقههای نازک، برای پوستههای کروی نظیر سلولهای گیاهی و باکتریها نیز تقریباً معتبر است. برای به کارگیری اجسام استوانهای نظیر لولهها در مسائل مهندسی، رابطه تنش حلقوی بر اساس فشار بازنویسی میشود که به آن، «معادله بارلو» (Barlow’s Formula) میگویند.
در سیستم SI، فشار با واحد پاسکال (Pa) و ضخامت نیز مانند شعاع با واحد متر (m) بیان میشود. این واحدها در سیستم بریتانیایی به ترتیب، پوند بر اینچ مربع (psi) و اینچ (in) هستند.
در هنگام بسته بودن دو انتهای یک استوانه، اعمال فشار داخلی بر روی آنها باعث ایجاد نیرویی در امتداد محور استوانه میشود. مقدار این نیرو بر واحد سطح، با عنوان تنش محوری شناخته میشود و معمولاً مقدار آن از تنش حلقوی کمتر است.

این تنش را میتوان از طریق رابطه زیر نیز تخمین زد:

در این شرایط، علاوه بر تنش محوری یک تنش شعاعی (σr) نیز به وجود میآید که مقدار آن از طریق رابطه زیر برای استوانه جدار نازک قابل محاسبه است:

استوانه جدار ضخیم

هنگامی که نسبت شعاع به ضخامت استوانه کمتر از ۱۰ باشد (نسبت قطر به ضخامت کمتر از ۲۰)، معادلات استوانه جدار نازک دیگر قابل استفاده نخواهند بود؛ چراکه در این حالت، مقدار تنشهای بین سطوح داخلی و خارجی استوانه به صورت قابل توجهی تغییر میکند. به علاوه، تنشهای برشی موجود مقاطع نیز قابل اغماض نیستند. این تنش و کرنشها را میتوان با استفاده از «معادلات لامه» (Lamé Equations) محاسبه کرد. این معادلات توسط «گابریل لامه» (Gabriel Lamé)، ریاضیدان فرانسوی توسعه داده شده است.


A و B: ثابتهای ادغام (از طریق شرایط مرزی تعیین میشوند)؛ r: شعاع نقطه مورد بررسی (بر روی بخش داخلی یا بیرونی دیواره)
A و B با استفاده از بررسی شرایط مرزی به دست میآیند. به عنوان مثال، این شرایط برای یک استوانه جامد (سادهترین حالت) به صورت زیر است:
- اگر Ri=0 باشد، B=0 خواهد بود. به این ترتیب، یک جسم استوانهای جامد نمیتوان دارای فشار داخلی باشد. بنابراین داریم: A=P0.
تاثیر تنشهای حلوقی در حوزههای مختلف
حال اجازه دهید مروری بر تاثیر تنشهای حلقوی در حوزههای مختلف داشته باشیم.
مهندسی
در اجسام استوانهای اگر هیچگونه بارگذاری خارجی بر روی جسم اعمال نشود، شروع شکستگی توسط تنش حلقوی کنترل خواهد شد. تنش حلقوی در چنین وضعیتی بزرگترین تنش اصلی خواهد بود. توجه داشته باشید که در یک جسم حلقوی، کرنش کل در بخش داخلی و خارجی یکسان است اما به دلیل توزیع کرنش در شرایط مختلف، بیشترین تنش در بخش داخلی ظاهر میشود. از اینرو، بررسی وضعیت ایجاد و رشد ترکهای یک لوله را باید از بخش داخلی آن شروع کرد. به همین دلیل، برای ارزیابی لولهها پس از حوادثی مانند زمینلرزه، یک دوربین را به داخل لوله ارسال میشود تا ترکهای داخلی مورد بررسی قرار گیرند. تسلیم در اجسام استوانهای توسط یکتنش معادل کنترل میشود. این تنش، ترکیبی از تنش حلقوی و طولی یا شعاعی (در صورت عدم وجود تنش طولی) است.
پزشکی
در آسیبشناسی یا اصطلاحاً «پاتولوژی» (Pathology) دیواره رگها یا مجاری دستگاه گوارشی، کشش دیوارهها بیانگر کشش ماهیچههای دیواره رگها است. با توجه به «قانون لاپلاس» (Law of Laplace)، اگر دیواره رگهای خونی دچار عارضه «آنوریسم» (Aneurysm) (بیرونزدگی و بزرگ شدن دیواره) شوند، شعاع رگ افزایش مییابد. به این ترتیب، بر اثر کاهش نیروهای رو به داخل رگ، آنوریسم تا هنگام گسیختگی دیوارهها ادامه خواهد یافت. تمام این فرآیندها برای عارضه «دیورتیکول» (Diverticuli) در روده نیز صادق هستند. بررسی نحوه عملکرد این مشکلات با استفاده از مفهوم تنش حلقوی صورت میگیرد.
امیدواریم این مقاله برایتان مفید واقع شده باشد. اگر به یادگیری موضوعات مشابه علاقهمند هستید، آموزشهای سایت فرادرس را به شما پیشنهاد میکنیم
انقلاب صنعتی و دیگ بخار
«انقلاب صنعتی» (Industrial Revolution) منجر به تغییر بنیادین شرایط زندگی در بازهی زمانی اواخر قرن هیجدهم تا اوایل قرن نوزدهم در بریتانیا، ایالات متحده و غرب اروپا گردید. اساس این تغییرات شگرف را جهش فناوری در صنعت میدانند.
تحولات عظیمی در این دوره در حوزهی فناوری، تعاملات اجتماعی، پزشکی، اقتصاد، آموزش و فرهنگ روی داد؛ ماشینها شروع به کار به جای نیروی انسانی کردند. منابعی مانند چوب جای خود را به منابع جدید مانند آهن و زغالسنگ دادند. منبع حرکتی جدیدی به جز نیروی آب برای گرداندن تجهیزات دوار دیده به جهان گشود. به طور خلاصه روشهای جدید منجر به خروج از دورهی کشاورزی و ورود به دورهی سرمایهگذاری گشت.
انقلاب صنعتی نقطهی عطفی در زندگی بشریت شد و اهمیتی مانند اختراع کشاورزی یا تأسیس اولین شهرها پیدا کرد تا تمام جوانب زندگی را تغییر دهد. البته مانند تغییرات سیستمی بنیادین دیگر، عوامل مؤثری در این تحول دخیل بودهاند که توسعهی صنعت از دیگر عوامل اهمیت بیشتری دارد.
اولین انقلاب صنعتی دست به دست دومین انقلاب صنعتی در سال ۱۸۵۰ داد. در این سال توسعهی اقتصادی با سرعت بیشتری به دلیل توسعهی موتور بخار در کشتیها و لوکوموتیوها شروع به حرکت کرد. در ادامه و در قرن نوزدهم با استفاده از موتور درون سوز و تولید برق این شتاب هرچه بیشتر شد.
موج اختراعات صنعتی و به تبع آنها تغییرات اجتماعی در زندگی انسانها در قرن بیستم نیز ادامه پیدا کرد. این انقلاب البته در کشورهای مختلف از نظر توسعهی صنعتی در مراحل مختلفی قرار دارد.
در حالی که انقلاب صنعتی منجر به افزایش شدید «تولید ناخالص ملی» (gross domestic product) گردید، توزیع ثروت به همین اندازه بین تمام اقشار صورت نگرفت. با این حال این تحولات باعث شد تعداد بسیار بیشتری نسبت به گذشته از سطح زندگی عادی برخوردار گردند.
جوامع مبتنی بر کشاورزی سرعت رشد کمتر و جوامع باثباتتری داشتند. اما جامعهی جدید تشکیلشده با درصد بالای طبقهی متوسط شهری همیشه آبستن تغییرات سهمگین بوده است.
پیشینهی تاریخی
انقلاب صنعتی اوایل قرن هفدهم در بریتانیا شروع شد. «قانون اتحاد» (The Act of Union) که انگلستان و اسکاتلند را به همدیگر پیوند داد، منجر به فراهم شدن دورهای از صلح داخلی و ایجاد بازاری بدون مانع گشت. بریتانیا در آن زمان از نظام بانکی در حال توسعه، بستر قانونی برای تلفیق شرکتها، نظام قهریهی پشتیبان قانون و یک سیستم حملونقل رو به رشد بهرهمند بود.
در انتهای نیمهی دوم قرن هجدهم، فرایند تبدیل اقتصاد مبتنی بر نیروی کار به اقتصادی مبتنی بر صنعت و ماشینآلات شروع شد. موتور محرک این تغییر را میتوان مکانیزه شدن صنعت نساجی، توسعهی فناوریهای مربوط به صنعت آهن و افزایش بهرهبرداری از زغالسنگ نامید.
کانالهای تجاری، جادهها و ریلهای قطار منجر به افزایش حجم تجارت شد. نیروی بخار ظرفیت تولید صنعتی را به شدت افزایش داد. توسعهی ماشینها در دو دههی ابتدایی قرن نوزدهم، به تولید دستگاههای تولیدی صنعتی سرعت بخشید. این اثرات از اروپای غربی و امریکای شمالی راه خود را به سراسر جهان باز کردند. استفاده از دیگ بخار به عنوان قلب موتورهای بخار روز به روز افزون شد و در کشتی ها و قطارها نیز استفاده شد و صنعت را متحول نمود.
فهرستی از اختراعات مهم
شروع انقلاب صنعتی با فهرستی از اختراعات در نیمهی دوم قرن نوزدهم تقویت شد که در زیر به آنها اشاره میگردد.
صنایع نساجی
بعد از اختراع دستگاه ریسندگی با کمک قدرت آب توسط «Richard Arkwright» (ریچارد آرکرایت) و پیشرفت فناوریهای مرتبط، کارخانههای سنگین نساجی راه افتاد.
نیروی بخار
موتور تقویتشدهی بخار توسط «جیمز وات» (James Watt) در ابتدا برای پمپ کردن پساب معدنها استفاده میشد. اما در ادامه ماشینهای صنعتی نیز به این فناوری مجهز شدند. این جهش منجر به ایجاد کارخانههای نیمه خودکار با ظرفیت تولید غیرقابل باور در مقابل کارگاههای مبتنی بر نیروی کار شد. موتور بخار شامل یک دیگ بخار که نیروی پیشرانه جهت حرکت پیستون های موتور بخار را تامین میکرده.
صنعت فولاد
بعد از مدتها در صنایع فولاد از «کک» (coke) به جای زغال چوب استفاده شد. کک یک مادهٔ جامد پُر کربن است که بر اثر تقطیر آهستهی زغالسنگ تشکیل میگردد. از این ماده با عیار کربن ۸۰ تا ۹۰ بهعنوان سوخت استفاده و یک جایگزین برای زغالسنگ محسوب میشود. استفاده از این روش بازده تولید را به شدت افزایش داد.
این سه مرحله در واقع سهپایهی اصلی جهش و موتور محرکهی انقلاب صنعتی محسوب میشوند. البته این موضوع اهمیت دیگر اختراعات کوچک اما مهم مخصوصا در حوزهی نساجی را کمرنگ نمیکند.
در ادامه اختراعاتی مانند «دستگاه ریسندگی» (power loom) و موتور بخار فشار بالا توسط «Richard Trevithick» در جانبخشی به انقلاب صنعتی در بریتانیا مهم بودند. موتور بخار این امکان را به سرمایهگذاران داد تا کارخانهها را نزدیک به منابع مورد نیاز بنا کنند. تا قبل از آن کارخانه برای استفاده از نیروی آب باید در کنار رودخانه بنا میشد.
این کارخانهها به عنوان الگوهای مدرن سازماندهی نیروی کار شناخته شد. برای مثال به مجتمعهای بزرگ ریسندگی در کنار یکدیگر در شهر منچستر «Cottonopolis» به معنای «کتانشهر» میگفتند. خطوط مونتاژ چه در این کارخانهها و چه در صنایع دیگر بهینه شد. این فرایند با دادن یک کار ساده و تکراری به یک کارگر میسر گشت. برای نمونه کارگر اول تنها یک پیچ را میبست و قطعه روی نوار نقاله برای کارگر بعدی ارسال میشد تا کار مخصوص به خود را انجام دهد.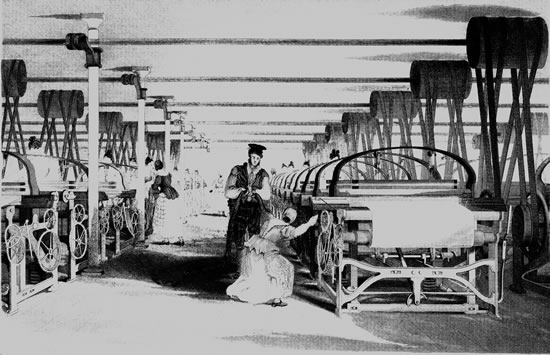
انتقال دانش
دانش فناوریهای جدید با روشهای مختلفی به کارخانههای مختلف وارد شد. کارگر آموزشدیده در یک صنعت به دلیل دریافت پیشنهاد دستمزد بالاتر به کارخانهی دیگری میرفت. در ادامه تورهای آموزشی یا مطالعاتی مرسوم شد. در طول انقلاب صنعتی و حتی یک قرن قبل از آن، تمام کشورهای اروپایی و آمریکایی در این تورها شرکت میکردند.
در کشورهایی مانند سوئد و فرانسه افرادی مخصوص این کار تربیت میشدند. در کشورهایی مانند بریتانیا و امریکا بخش خصوصی جهت تقویت خط تولید به این کار دست میزدند. دستنوشتههایی از خاطرات چنین تورهایی به منبع بزرگی از دانش تبدیل شده است.
یکی دیگر از روشهای نشر دانش و فناوری شبکهای غیررسمی از جلسات فلسفی مانند «Lunar Society of Birmingham» بود. در این جلسات اعضا در مورد «فلسفهی طبیعی» (natural philosophy) مانند دانش و کاربرد آن در صنایع صحبت میکردند.
دیگر گروههای اینچنینی نیز هزاران جلد کتاب در مورد انتقال دانش و پیشرفت چاپ کردند. برای نمونه «Royal Society of Arts» هر ساله تصاویر و توضیحاتی فنی در مورد اختراعات جدید چاپ میکرد.
مجلات دیگری نیز در باب تشریح فناوری چاپ میشد. دایرهالمعارفهایی مانند «Harris’s Lexicon technicum» و «Dr. Abraham Rees’s Cyclopaedia» از این دست بودند. Cyclopaedia با تصاویر زیبا و دقیق اطلاعات کاملی را از وضعیت دانش و فناوری در نیمهی اول انقلاب صنعتی به نمایش میگذارد. مجلات دورهای نیز در رابطه با صنایع و فناوری در دههی آخر قرن نوزدهم رونق پیدا کردند.

توسعهی فناوری در بریتانیا
در این بخش به پایههای اصلی توسعهی فناوری در بریتانیا میپردازیم.
صنایع نساجی
در ابتدای قرن هجدهم تولیدات نساجی بر اساس استفاده از پشم و دستگاههای ریسندگی انفرادی بنا شده بود. هر نفر کارگر دستگاهی مخصوص به خود داشت که ریسندگی و دوزندگی را انجام میداد.
به جز پشم، از «فلکس یا گیاه کتان» (Flax) و پنبه برای تولید پارچههای ظریف و نرم استفاده میشد. البته به دلیل کم بودن محصولات مرغوب در خروجی نهایی، این روش نیز هزینه بسیاری در پی داشت. در زیر تصویری از فلکس مشاهده میکنید.

استفاده از تجهیزات ریسندگی غیر صنعتی ظرفیت تولید را به شدت پایین نگاه میداشت. تا این که با اختراعات جدید، محصولات نساجی به اولین محصول صادراتی از بریتانیا تبدیل گشت. کشور هند نیز به عنوان محلی برای تأمین پنبه انتخاب شد.
متالوژی
مهمترین تحول در صنعت فلزات یا متالوژی تغییر سوختهای آلی مانند چوب به سوختهای فسیلی مانند زغالسنگ بوده است. البته بیشتر این فرایند به دلیل استفاده «Sir Clement Clerke» و دیگران از سال ۱۶۷۸ به بعد از کورهای به نام «cupolas» از نوع «کورههای» (reverberatory furnace) با مصرف زغالسنگ است.
این کورهها با توجه به ایجاد شعلههایی حاوی کربن منواکسید، منجر به کاهش میزان اکسیژن در فلز نهایی میشدند. همچنین ناخالصیهایی مانند گوگرد زغالسنگ به این شیوه به فلز منتقل نمیشد. این فناوری از سال ۱۶۷۸ برای سرب و از سال ۱۶۸۷ برای مس مورد استفاده قرار میگرفت. در این کورهها تنها گاز حاصل از احتراق با مواد موجود در کوره تماس دارد؛ اما در نمونهها قبلی سوخت نیز با فلزات تماس پیدا میکرد. در شکل زیر چنین کورهای را مشاهده میکنید.
«Abraham Darby» در ادامه فناوری «کوره بلند» (blast furnaces) را در سال ۱۷۰۹ که با کک کار میکرد، معرفی نمود.
این تجهیز کورهای عمودی است که در کارخانههای ذوب فلز برای استخراج فلز، به ویژه آهن، از سنگ معدن استفاده میشود. کوره بلند را به عنوان اصیلترین روش جداسازی آهن از سنگ آهن میشناسند. به همراه سنگ آهن، کک و آگلومره هم داخل کوره بلند ریخته میشود. در کوره بلند سوخت جامد، معمولا کک همراه با جریان دمشی هوا میسوزد و کانیها را ذوب میکند. در حال حاضر بزرگترین کوره بلند ایران به حجم ۲۰۰۰ متر مکعب و در ذوب آهن اصفهان احداث شده است.
به هر حال این اختراع تنها برای تولید «چدن» (cast iron) که در محصولاتی مانند کتری و ظروف فلزی مورد استفاده قرار میگیرد، مناسب بود. Abraham Darby البته این مزیت را نسبت به رقیبان داشت که ظروف تولیدی او از دیگران سبکتر، نازکتر و ارزانتر تمام میشد.
تا آن زمان از این چدن کمتر برای تولید میلگرد استفاده میشد تا این که پسرش «Abraham Darby II» کارخانهی ذوبآهن خود را راه انداخت.
از آنجا که هر روز تولید آهن با آمدن فناوریهای جدید، ارزانتر و فراوانتر میشد، ساختمانهای فلزی نیز رونق پیدا کرد. اوج این فرایند را در ساخت پل فلزی در سال ۱۷۷۸ توسط «Abraham Darby III» میبینیم.

در سال ۱۷۴۰، با روش ابداعی «Benjamin Huntsman»، فولاد به روشی ارزان تولید گشت. تأمین ارزان چدن و فولاد منجر به تولید مقرون به صرفهی «دیگهای بخار» (boilers) و موتور بخار شد. این قدم جان تازهای به صنعت رو به رشد بریتانیا بخشید.
معدن
استخراج زغالسنگ در بریتانیا خیلی زود مخصوصا در «South Wales» شروع شد. قبل از اختراع و تقویت موتور بخار، عمق معدنها به دلیل عدم امکان استخراج مناسب آبهای زیرزمینی کم بود. بعد از معرفی موتور بخار امکان استخراج آب و افزایش عمق معادن فراهم شد. البته این فرایند قبل از شروع انقلاب صنعتی آغاز شده بود اما با تلاشهای جیمز وات برای تولید موتور بخار با بازده بالا، سرعت بیشتری به خود گرفت. حالا هزینهی سوخت کاهش پیدا میکرد و سود معدنکاری افزایش مییافت.
نیروی بخار
توسعهی «موتور بخار درجا» (stationary steam engine) یکی از قدمهای حیاتی و اولیه انقلاب صنعتی بود. با این حال در اکثر دورهی این تحول، کارخانهها از نیروی آب، باد، انسان و حیواناتی مانند اسب استفاده میکردند.
کاربرد صنعتی نیروی بخار با کار «Thomas Savery» در سال ۱۶۹۸ شروع شد. او اولین موتور از این دست را به نام «دوست معدنچی» (Miner’s Friend) ساخت و به ثبت رساند. وجه تسمیه این نام استفاده از این موتور برای پمپ آب از معادن بود.
این ماشین از بخار با فشار ۸ -۱۰ اتمسفر – البته بدون پیستون و سیلندر – مستقیما برای فشار به سطح آب در یک سیلندر استفاده میکرد. به این شیوه آب از لوله خارج میشد. برای مکیدن آب به درون لوله نیز بخار میعان شده مورد بهرهبرداری قرار میگرفت. توان این پمپ در حدود یک «اسب بخار» (horse power) بود.

از این پمپ در تعداد محدودی از معادن استفاده شد. دلیل عدم استفاده این پمپ، خطر انفجار دیگ بخار و محدودیت ارتفاع بالا بردن آب یا «هد» (head) پمپ بود.
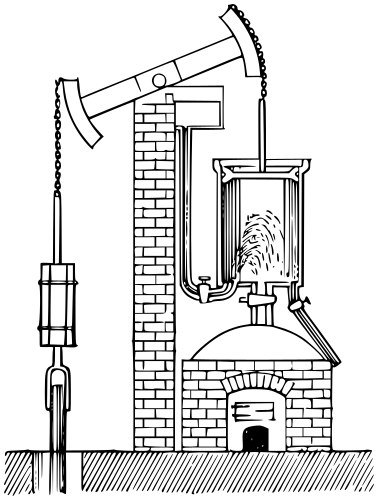
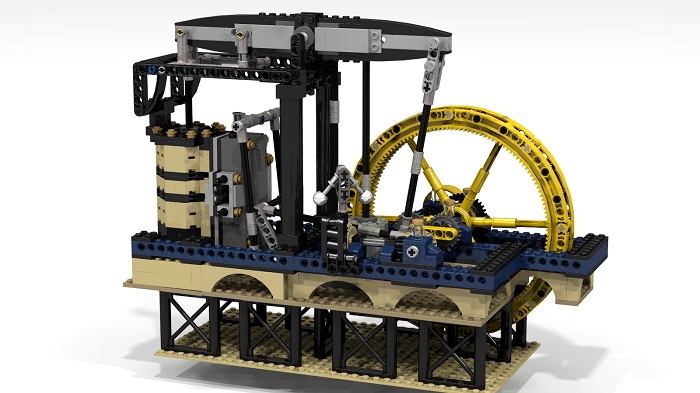
اولین مدل موفق را یک موتور اتمسفری با بازده پایین میدانند که توسط «توماس نیوکومن» (Thomas Newcomen) در سال ۱۷۱۲ اختراع شد. در موتور او از یک پیستون و سیلندر و بخاری با فشار کمی بالاتر از اتمسفر استفاده میشد. بخار کمفشار هنگامی که با عبور آب سرد میعان میشد، یک «خلأ نسبی» (partial vacuum) در سیلندر میساخت. خلأ ایجاد شده پیستون را درون سیلندر میمکید. انجام مداوم این عملیات میتوانست باعث کارکرد یک پمپ شود؛ گرچه این موتور توان به حرکت درآوردن یک چرخ را نداشت.
از این موتورها در مقیاس وسیع برای کشیدن آب معادن در بریتانیا استفاده شد. موتور بالای چاه و پمپ را درون چاه کار میگذاشتند و برای انتقال توان از یک میله بلند استفاده میشد. البته چنین تجهیزی نیاز به سرمایه اولیه بالایی برای ساخت داشت اما برای اولین بار میتوانست توانی معادل ۵ اسب بخار تولید نماید.
این ماشینها به معدنچیها اجازه میدادند تا عمق بیشتری به دل زمین نفوذ کنند. با اینکه مصرف سوخت این موتورها بالا بود، اختراع نیوکومن به کار خود تا اوایل قرن نوزدهم ادامه داد. دلیل این موفقیت کم بودن میزان خرابی و راحتی بهرهبرداری از آنها بود.
تا سال ۱۷۲۹ که نیوکومن درگذشت، پای موتورهای او به فرانسه، آلمان، اتریش، مجارستان و سوئد باز شده بود. تعداد ۱۱۰ عدد از این اختراع تا سال ۱۷۳۳ که حق انحصاری ساخت نیوکومن منقضی میشد، ساخته شد. بعد از آن تا سال ۱۸۰۰ توسط شرکت «Rolt and Allen 145» تعداد ۱۴۵۴ موتور دیگر به این شیوه تولید گشت.
اساس کار نیوکومن تا سال ۱۷۶۹ که «جیمز وات» (James Watt) موتور بخاری را با نام خود ساخت، دستنخورده باقی ماند. موتور وات به میزان ۷۵ درصد در مصرف زغالسنگ نسبت به نوع قبلی خود صرفهجویی داشت. وات موتور بخار خود را توسعه داد تا به فناوری حرکت گردان یا چرخشی مناسب برای استفاده در کارخانهها تبدیل گردد. این فناوری به صنعت اجازه داد تا جایی غیر از کنار رودخانهها بنا شوند و سرعت انقلاب صنعتی را افزایش داد.
این موتورهای از نظر اقتصادی به شکل چشمگیری موفق بودند. تا سال ۱۸۰۰، کارخانهی «Boulton & Watt» تعداد ۴۹۶ موتور تولید کرد که از این تعداد، ۱۶۴ عدد در پمپ، ۲۴ عدد در کورهبلندها و ۳۰۸ عدد در کارخانههای ریسندگی مورد استفاده قرار گرفت. اکثر این موتورها توانی بین ۵ – ۱۰ اسب بخار تولید میکردند.
توسعهی «ابزارهای ماشینکاری» (machine tools) مانند «دستگاه تراش» (lathe)، سرعت بیشتری به پیشرفت موتورهای بخار و دیگر قطعات صنعتی بخشید.
حدود سال ۱۸۰۰، «ریچارد تریویتیک» (Richard Trevithick) موتورهایی با فشار بخار بالا طراحی کرد. این اختراع از نمونههای قبلی بسیار قدرتمندتر بود؛ به همین دلیل امکان داشت تا با طراحی در اندازهای کوچک، در کاربردهای حوزهی حملونقل مورد استفاده قرار گیرد. پیشرفتهای پیدرپی باعث شد تا این فناوری به تدریج کوچکتر، سریعتر و قویتر شود.
موتور بخار به عنوان مهمترین منبع توان تا قرن بیستم شناخته میشد؛ تا جایی که با طراحی موتور الکتریکی و موتور درونسوز، در بخش موتورهای رفتوبرگشتی قافیه را به رقیبان خود باخت. با این وجود هنوز توربین بخار سرآمد فناوریهای مورد استفاده در تولید برق است.
مواد شیمیایی
تولید مواد شیمیایی در مقیاس صنعتی یکی دیگر از پایههای مهم انقلاب صنعتی به شمار میرود. اولین مادهی شیمیایی تولید شده در مقیاس بزرگ «اسید سولفوریک» (sulphuric acid) بود. این اسید در فرایندی با نام «فرایند محفظهی سربی» (lead chamber process) توسط «John Roebuck» – اولین شریک جیمز وات – در سال ۱۷۴۶ تولید شد. مقیاس تولید با تغییر رآکتورهای گران شیشهای با ظروف سربی به شدت بالا رفت.
بعد از تولید اسید در مقیاس بالا، نیاز به تولید یک ماده شیمیایی با خاصیت بازی احساس شد. در سال ۱۷۹۱، «Nicolas Leblanc» روشی برای تولید «سدیم کربنات» (sodium carbonate) یا «سودا اش» معرفی کرد. البته فرایند پیشنهادی در هر مرحله میزان زیادی پسماند آلوده تولید مینمود.
فرایند با واکنش بین سولفوریک اسید و سدیم کلرید یا نمک خوراکی و تولید سدیم سولفات و هیدروکلریک اسید – یکی از پسماندهای آلوده – شروع میشد. در مرحلهی بعدی سدیم سولفات را با سنگ آهک (سدیم کربنات) و زغالسنگ گرم میکردند تا ترکیبی شامل سدیم کربنات و کلسیم سولفید تولید شود. در این مرحله آب اضافه میشد تا سدیم کربنات را با حل کردن در خود، از کلسیم سولفید – پسماند دیگر – جدا کند.
گرچه این فرایند در آن وهله بسیار آلوده بود، سود سرشاری نسبت به روشهای قدیمی داشت. قبل از این روش با سوزاندن درختانی مانند «باریها» (barilla) یا «کتانجک» (kelp) این ماده را به دست میآوردند.

تولید کلسیم هیپوکلریت به عنوان یکی از «پودرهای سفید کننده» (bleaching powder) توسط شیمیدان اسکاتلندی «Charles Tennant» در سال ۱۸۰۰ بر اساس کارهای علمی شیمیدان فرانسوی «Charles Tennant» جهشی عظیم در صنعت نساجی پدید آورد. در روشهای قدیمی پارچه را بعد از آغشته کردن در محلول بازی یا شیر ترش، روزها یا ماهها در معرض خورشید قرار میدادند تا سفید شود. کارخانهی Tennant به بزرگترین کارخانهی تولید مواد شیمیایی تبدیل شد.
در سال ۱۸۲۴، «Joseph Aspdin»، بنا و در ادامه ساختمانساز بریتانیایی اختراع روش تولید سیمان را به نام خود ثبت کرد. اختراعی که صنعت ساختمان را دگرگون نمود. فرایند با «سینترینگ یا تفجوشی» (sintering) مخلوطی از خاک رس و سنگ آهک در دمایی حدود ۱۴۰۰ درجه شروع میشود. هنگامی که ذرات پودر متراکم شده تا دماهای بیش از نصف دمای ذوب مطلق گرم شوند، به یکدیگر خواهند چسبید. این پدیده تف جوشی نامیده میشود. در ادامه این مخلوط را به پودر تبدیل میکنند. در مرحلهی آخر سیمان با شن، سنگ و آب مخلوط میشود تا «بتن» (concrete) تولید گردد.
ابزار ماشینکاری
پای انقلاب صنعتی بدون توسعهی چنین ابزارهایی لنگ میزد؛ چرا که اینها منجر به تولید ماشینهای صنعتی میشدند. توسعهی ابزارهای ماشینکاری به قرن هجدهم و سازندگان ساعتهای دقیق یا دانشمندانی بر میگردد که سعی داشتند با تولید تجهیزات کوچک، مکانیسمهای شیمیایی را بررسی کنند. کارخانهداران صنعت نساجی اولین قدم را در استفاده از چنین ابزارهایی برداشتند.
یکی از نمونههای مناسب برای نحوهی تحول صنعت با ابزارهای ماشینکاری در سال ۱۸۳۰ در شهر بیرمنگام انگلستان به وقوع پیوست. ماشین اختراع شده توسط «William Joseph Gillott» به همراه «William Mitchell» و «James Stephen» توانست به شیوهای ارزان و کارآمد نوک خودنویس تولید کند. قبل از آن این کار بسیار گران و سخت بود.
در ابتدا ماشینها توسط نجاران و آهنگران ساخته میشد. همچنین به دلیل سختی کار با آهن و نبود ابزارهای ماشینکاری، استفاده از فلزات اصلا رایج نبود. مشکلات قالبهای چوبی از جمله تغییر شکل با دما و رطوبت نیز مانع از استفاده کارآمد و طولانی میگشت. با رشد انقلاب صنعتی ماشینها با قالبهای فلزی کمکم جای خود را پیدا کردند. با این حال نیاز به ابزارهای ماشینکاری برای ساخت اقتصادی این قطعات احساس میشد. قبل از توسعهی این ابزارها از چکش، اره آهنبر، قلم و .. استفاده میکردند. گرچه امکان تولید قطعات کوچک با این ابزارها وجود داشت اما تولید ماشینهای بزرگ بسیار سخت و گران تمام میشد.
تجهیزات سوراخکاری، فرزکاری و صفحهی تراش از اولین ابزارهای مورد نیاز در اوایل قرن نوزدهم بودند که مورد استفاده قرار گرفتند. تولیدات نظامی مثل همیشه نقش مؤثری در توسعهی این ابزارها داشتند.
لامپهای گازی
یکی دیگر از قدمهای مهم اختراع «لامپهای گازسوز یا گازی» (gas lighting) بود. با اینکه در قسمتهای دیگر جهان کارهای مشابهی انجام میشد، معرفی این فناوری در مقیاس بالا را کار «William Murdoch»، یکی از کارمندان شرکت «Boulton and Watt» – از پیشگامان تولید موتور بخار – میدانند.
این فرایند با «گازیسازی» (gasification) زغالسنگ در کوره شروع میگردد. سپس گاز تولید شده باید خالص شود؛ به این معنی که گوگرد، آمونیوم و هیدروکربنهای سنگین آن جدا گردد. قدم بعدی توزیع گاز بین مصرفکنندگان شهری یا صنعتی است.

اولین پالایشگاههای گاز به این شکل بین سالهای ۱۸۱۲ تا ۱۸۲۰ در لندن تأسیس شد. این پالایشگاهها به سرعت به مهمترین مصرف کنندهی زغالسنگ در بریتانیا تبدیل شدند. لامپهای گازی تأثیر شگرفی بر رفتار اجتماعی و تحولات صنعتی داشتند؛ چراکه بعد از این کارگاهها، معادن و نشستهای اجتماعی میتوانست تا پاسی از شب یا به شکل شبانهروز برقرار باشد. زندگی شهری به شکل نوینی تغییر یافت و خیابانهای شهر به شکل بیسابقهای روشن شد.
حملونقل در بریتانیا
در ابتدای انقلاب صنعتی، حملونقل در رودخانهها یا جادهها انجام میشد؛ بارهای سنگین نیز توسط لنج یا کشتیهای ساحلی صورت میگرفت. از مسیرهای ریلی برای انتقال زغالسنگ به رودخانه و در ادامه انتقال به محل مورد نظر استفاده میشد و هنوز کانالها احداث نشده بود. از حیوانات برای انتقال بار روی زمین استفاده میکردند.
در طول تحولات شگرف صنعتی، حملونقل بریتانیا نیز دستخوش تغییر شد؛ شبکهای از شاهراهها، یک کانال، شبکهای آبی و یک شبکهی ریلی شکل گرفت. خوراک کارخانهها و محصولات نهایی حالا ارزانتر از همیشه جابهجا میشد. حملونقل سریع همچنین منجر به تبادل سریع ایدهها و اندیشهها شد.
انقلاب صنعتی در کشورهای دیگر
تحولات چشمگیر صنعتی با فاصلهی زمانی یا به شکلهای دیگر در کشورهایی مانند ایالات متحده و ژاپن صورت گرفت. در این قسمت مختصری در این باره میخوانید.
ایالات متحده
ایالات متحده مانند بریتانیا در ابتدا از توان آب جاری در رودخانهها برای چرخاندن چرخ صنعت بهره میبرد؛ به همین دلیل صنعت تنها محدود به شمال کشور – جایی که رودخانههای روان زیادی داشت – بود. با این حال مواد خامی مانند پشم از جنوب ایالات متحده به شمال وارد میشد. بعد از «جنگ داخلی امریکا» (American Civil War) بود که توان بخار جای آب را گرفت و پای صنعت به تمام کشور رسید.
«ساموئل اسلاتر» (American Civil War) را به عنوان پدر صنعت پنبه میشناسند. او بعد از این که در جوانی به عنوان یک کارورز در انگلستان فنون نساجی را فراگرفت، با نادیده گرفتن قانون منع مهاجرت کارگر ماهر، در سال ۱۷۸۹ به نیویورک سفر کرد. اسلاتر چنان پیشرفت کرد که در سال ۱۷۹۳ صاحب ۱۳ کارخانهی نساجی صنعتی بود.
ژاپن
در سال ۱۸۷۱ گروهی از سیاستمداران ژاپنی در ماموریتی معروف به «Iwakura Mission» به اروپا و ایالات متحده سفر کردند تا راه و رسم صنعت را بیاموزند. نتیجه این سفر اتخاذ تدابیری در راستای توسعهی صنعتی بود تا ژاپن از دیگر کشورها عقب نیفتد. «بانک ژاپن» که در سال ۱۸۷۷ تاسیس شد، با استفاده از مبالغ مالیات توانست تاسیس کارخانههای نساجی و فولاد را تأمین اعتبار نماید. در همین راستا آموزش تقویت شد و دانشآموزان برای تحصیل به غرب فرستاده شدند.
انقلاب صنعتی دوم
نیاز روزافزون به خطوط راهآهن منجر به توسعهی روشهای ارزان تولید انبوه فولاد گشت. تولید انبوه فولاد را به عنوان اولین نشانههای ظهور انقلاب صنعتی دوم از ابتدای سال ۱۸۵۰ میلادی میشناسند. این انقلاب به آرامی با تولد صنایع شیمیایی، پالایش نفت و توزیع سوختهای فسیلی، صنایع الکترونیک رشد کرد. در قرن بیستم انقلاب دوم با توسعهی صنعت خودرو گسترش یافت و در همین سالها پرچم فناوری از بریتانیا به ایالات متحده و آلمان کوچ کرد.
معرفی فناوری نیروگاههای برقآبی صنعت مردهی – به دلیل عدم برخورداری از معادن زغالسنگ – شمال ایتالیا را از سال ۱۸۹۰ احیا کرد. دسترسی روزافزون به منابع نفتی اهمیت وجود زغالسنگ را کاست و منجر به افزایش سرعت صنعتی شدن گشت.
انقلابی در زندگی انسانی
اثرات کوتاهمدت انقلاب صنعتی بسیار شدید بود. برای نمونه شالودهی خانوادههایی که پیش از این با کشاورزی امرار معاش میکردند و هر عضو نقشی از پیش تعیین شده داشت، از هم پاشید. حال همهی اعضای خانواده از مرد و زن و کودک باید ساعتهای زیادی را در کارخانههای میگذراندند تا بتوانند امرار معاش کنند. این شیوهی هولناک زندگی کارگران را بر آن داشت تا با تشکیل اتحادیههای کارگری در حد توان از به بردگی کشیدن خود توسط صاحبان صنایع جلوگیری کنند.
با ایجاد قوانین، دستگاههای نظارتی و آئیننامههای مرتبط، نیروهای کار که تا پیش از این برده بودند، طبقهای متوسط در جامعه تشکیل دادند که در میان آنها مدیران، کارآفرینان خصوصی یا کارمندان دولت دیده میشد.
در کنار بهتر شدن سطح زندگی به شکلی چشمگیر، محیط زیست نیز تا حد زیادی تخریب شد و از بین رفت. شاید پرداختن به اثرات محیط زیستی انقلاب صنعتی نیاز به نوشتهای دیگر داشته باشد. کمی دیر اما دولتمردان، سرمایهگذاران، دانشمندان و … هماکنون پروژههای صنعتی را در چارچوب «توسعهی پایدار» (sustainable development) دنبال میکنند تا در کنار توسعه، محیط زیست را نیز حفظ کنند.
اگر به یادگیری بیشتر در این زمینه علاقهمند هستید، پیشنهاد میکنیم به سایت فرادرس سر بزنید.
سیکل رانکین و افزایش فشار دیگ بخار
در مطالب قبلی وبلاگ فرادرس، سیکل رانکین و روابط حاکم بر آن بررسی شد. این سیکل در تولید توان نیروگاه های بخار کاربرد بسیار زیادی دارد. افزایش بازده سیکل رانکین و نیروگاههای بخار، حتی به میزان اندک، میتواند باعث صرفهجویی بسیار زیاد در مصرف سوخت نیروگاه و تولید مقدار توان بیشتر شود. بنابراین در علم ترمودینامیک، مطالعات بسیار زیادی برای افزایش بازده سیکل رانکین و نیروگاههای بخار، انجام شده است. ایده اصلی تمامی روشهای بهبود بازده سیکل رانکین، مبتنی بر افزایش میانگین دمای سیال در بویلر و کاهش این دما در کندانسور است. در ترمودینامیک برای اجرای این ایده، سه روش کاهش فشار کندانسور، افزایش دمای ورودی به توربین و افزایش فشار دیگ بخار استفاده شده است که در ادامه به بررسی آنها پرداخته میشود.
کاهش فشار کندانسور
در یک نیروگاه بخار که با سیکل رانکین کار میکند، سیال کاری در کندانسور به صورت «مخلوط اشباع» (Saturated Mixture) و در «دمای اشباع» (Saturation Temperature)، حضور دارد. مقدار این دمای اشباع، با توجه به فشار عملکرد، تعیین میشود به طوری که با کاهش فشار عملکرد کندانسور، دمای سیال کاری نیز پایین میآید. در شکل زیر تاثیر کاهش فشار کندانسور و در نتیجه افزایش بازده سیکل رانکین، در نمودار T-s نشان داده شده است.
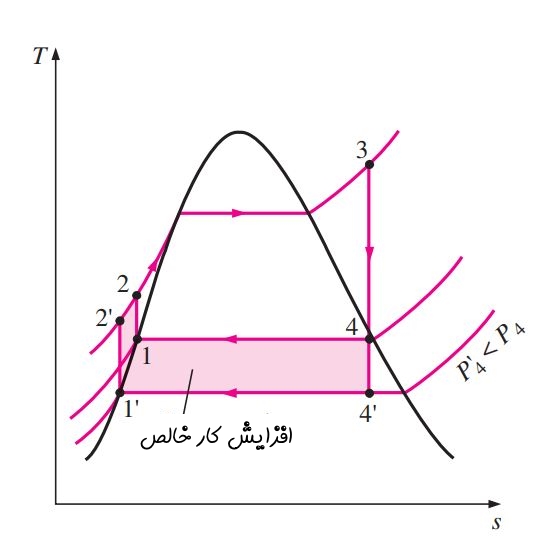
این نمودار با این فرض رسم شده است که دمای ورودی توربین (T3T3)، در هر دو حالت ثابت باقی بماند. مشاهده میشود که فشار کاری کندانسور از مقدار P4P4 به P′4P4′ کاهش یافته است. سطح رنگ شده زیر نمودار، نشاندهنده افزایش کار خالص است. توجه شود که با کاهش فشار کندانسور، مقدار گرمای ورودی نیز افزایش مییابد که مقدار آن برابر با سطح مشخص شده زیر منحنی ۲−۲′۲−۲′ است که اندازه آن بسیار کوچک است و تاثیر زیادی در بازده ندارد. بنابراین با کاهش فشار کندانسور، بازده سیکل رانکین افزایش مییابد. موضوع مهمی که باید به آن توجه کرد این است که در این حالت، کیفیت سیال کاری در خروجی توربین کاهش پیدا کرده و درصد رطوبت آن افزایش یافته است (مقایسه نقاط ۴ و ۴′۴′). کاهش بیش از حد کیفیت سیال کاری و در نتیجه افزایش رطوبت آن در خروجی توربین، باعث افت عملکرد توربین میشود و بازده کلی سیکل نیروگاه بخار را تحت تاثیر قرار میدهد. بنابراین برای افزایش بازده با استفاده از روش کاهش فشار کندانسور، محدودیت وجود دارد و فشار عملکرد کندانسور نمیتواند از یک مقدار مشخص کمتر باشد.
افزایش دمای ورودی به توربین
همانطور که در ابتدای این مقاله اشاره شد، یکی از راههای افزایش بازده سیکل رانکین، افزایش دمای میانگینی است که در آن، به سیال کاری گرما داده میشود. این کار را میتوان با استفاده از «فوق گرم کردن» (Superheat) سیال کاری قبل از ورود به توربین انجام داد. در شکل زیر تاثیر افزایش دمای ورودی به توربین در نمودار T-s سیکل رانکین نشان داده شده است. قسمت رنگ شده در نمودار، میزان افزایش کار خالص را نشان میدهد.
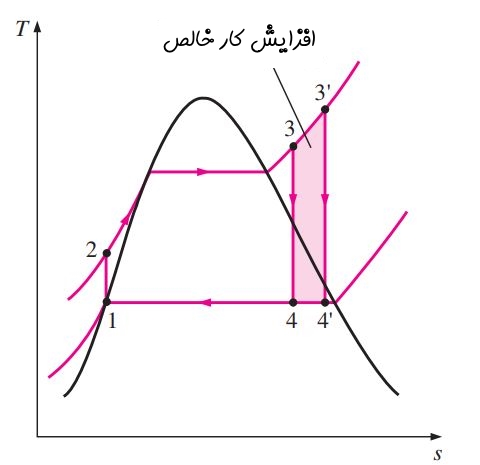
سطح کلی زیر منحنی ۳−۳′۳−۳′ مقدار افزایش گرمای ورودی را نشان میدهد. بنابراین با فوق گرم کردن سیال کاری در ورودی توربین، میزان گرمای ورودی مورد نیاز و کار خالص، افزایش مییابند. تاثیر نهایی این دو پارامتر باعث افزایش بازده سیکل رانکین میشود. ذکر دو نکته در این روش حائز اهمیت است. نکته اول اینکه، فوق گرم کردن سیال کاری، باعث کاهش درصد رطوبت ترکیب اشباع خروجی توربین میشود (کیفیت مخلوط در حالت ۴′۴′ بیشتر از حالت ۴ است). این مورد یکی از عیبهای افزایش دمای ورودی به توربین است که برای رفع آن در نیروگاهها از روش «گرمایش مجدد» (Reheat) استفاده میشود. این روش در مطالب بعدی وبلاگ فرادرس توضیح داده میشود. نکته دوم این است که نمیتوان دمای ورودی توربین را به مقدار زیادی افزایش داد و میزان افزایش دما، با توجه به جنس و ساختمان توربین، تعیین میشود.
افزایش فشار دیگ بخار
افزایش فشار دیگ بخار، دمایی که در آن جوشش رخ میدهد و در نتیجه میانگین دمای سیال کاری حین گرفتن گرما را افزایش میدهد و این موضوع باعث بهبود بازده در سیکل رانکین میشود. در ادامه، نمودار T-s سیکل رانکین نشان داده شده و اثر افزایش فشار دیگ بخار در بهبود بازده سیکل رانکین، بررسی شده است. در این بخش، فرض شده که دمای ورودی به توربین در هر دو حالت مقدار یکسانی دارد. مشاهده میشود که افزایش فشار دیگ بخار، در مجموع، کار خالص را افزایش میدهد و از این طریق بازده سیکل رانکین، افزایش پیدا میکند.
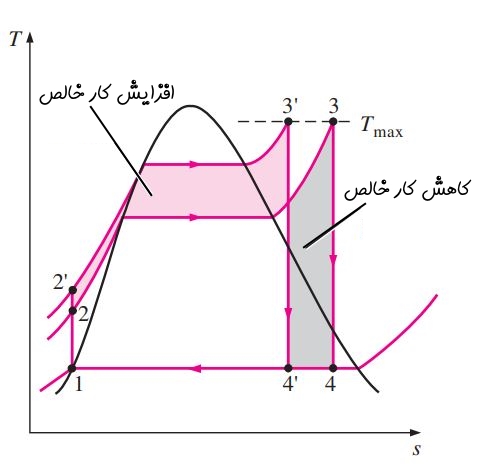
همانطور که مشاهده میشود، روش افزایش فشار دیگ بخار، نمودار T-s در قسمت توربین را به سمت چپ منتقل میکند و در نتیجه درصد رطوبت در مخلوط خروجی از توربین، افزایش مییابد. در ادامه و در قالب مثالی به مقایسه این سه روش افزایش بازده و بررسی روابط ترمودینامیک حاکم بر آنها میپردازیم.
مثال
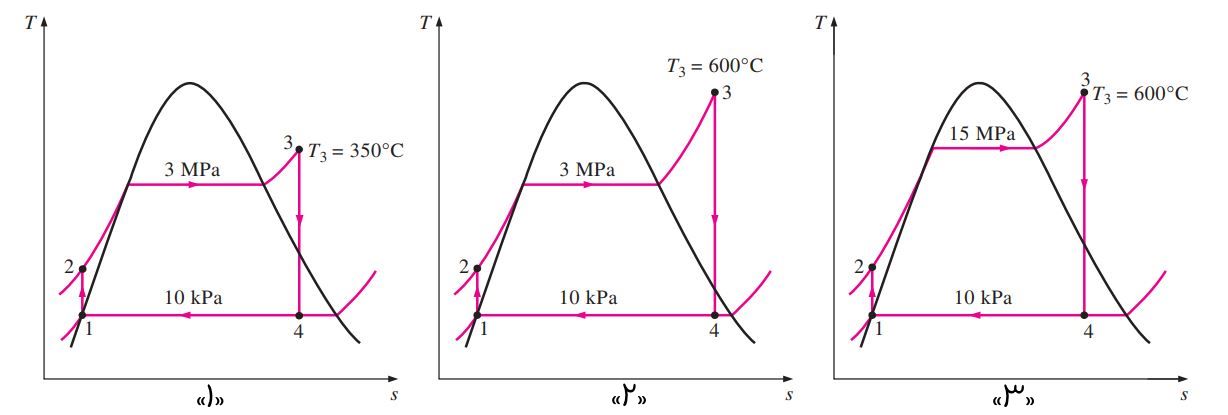
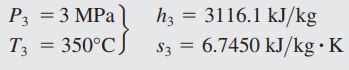
یک نیروگاه بخار که با چرخهی ایدهآل رانکین کار میکند، را در نظر بگیرید. بخار در فشار ۳MPa و دمای ۳۵۰oC۳۵۰oC وارد توربین میشود، در ابتدا فشار کندانسور ۷۵kPa و بازده نیروگاه ۲۶٪ است. برای افزایش بازده، فشار عملکرد کندانسور را کاهش میدهیم تا مقدار آن در نیروگاه جدید به ۱۰kPa برسد.
- بازده نیروگاه جدید را به دست آورید.
- بازده نیروگاه جدید در حالتی که، بخار در ورودی توربین تا دمای ۶۰۰oC۶۰۰oC فوق گرم شود را به دست آورید.
- بازده نیروگاه جدید در حالتی که فشار دیگ بخار تا مقدار ۱۵MPa افزایش پیدا کند، را محاسبه کنید. در این قسمت فرض کنید که دمای ورودی توربین برابر با مقدار ۶۰۰oC۶۰۰oC است.
نمودار T-s این نیروگاه برای سه حالت مختلف مسئله، رسم شده است.
برای محاسبه بازده نیروگاه در قسمت «۱» مثال، ابتدا مشخصات مختلف سیال کاری مانند آنتالپی و آنتروپی را در نقاط مختلف نمودار T-s، به کمک اطلاعات مسئله و جدولهای ترمودینامیکی محاسبه میکنیم. با توجه به آنکه در نقطه ۱، مایع اشباع در فشار ۱۰kPa داریم، مشخصات ترمودینامیکی سیال کاری در این نقطه به شکل زیر قابل محاسبه است:
در نقطه ۲، فشار برابر با ۳MPa است. بنابراین کار پمپ در مرحله ۱-۲ که یک فرایند آیزنتروپیک است به شکل زیر به دست میآید:

با توجه به اندازه کار پمپ که در مرحله قبل به دست آمد و با استفاده از رابطه زیر، آنتالپی نقطه ۲، قابل محاسبه است:

در ادامه، با استفاده از مشخصات سیال کاری و جداول ترمودینامیکی، آنتالپی و انتروپی سیال کاری در نقطه ۳ محاسبه میشود. توجه کنید که فشار و دما در این نقطه به ترتیب ۳MPa و ۳۵۰oC۳۵۰oC هستند.
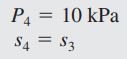
فرآیند ۳-۴ ایزنتروپیک است و با توجه به انتروپی نقطه ۳ که در مرحله قبل محاسبه شد، کیفیت سیال در نقطه ۴ بهدست میآید. کیفیت سیال نشاندهنده درصد ترکیب بخار و مایع در یک مخلوط مایع-بخار است. با توجه به کیفیت به دست آمده در نقطه ۴ میتوان آنتالپی نقطه ۴ را نیز محاسبه کرد.

![]()
با استفاده از مقادیر آنتالپی محاسبه شده در نقاط ۱، ۲، ۳ و ۴ مقدار گرمای ورودی و خروجی محاسبه میشود و در نهایت بازده چرخهی رانکین به دست میآید.


بنابراین در قسمت «۱»، مشاهده میشود که با کاهش فشار کندانسور از ۷۵kPa به ۱۰kPa، بازده نیروگاه از ۲۶٪ به ۳۳.۴٪ افزایش مییابد.
در قسمت «۲» این مثال، بازده نیروگاه جدید (قسمت «۱») با استفاده از روش «افزایش دمای ورودی به توربین» بهبود یافته است. برای بررسی این موضوع، مشابه قسمت «۱» بازده سیکل رانکین را محاسبه میکنیم. از آنجایی که فقط دمای ورودی به توربین افزایش یافته است نقاط ۱ و ۲ در نمودار T-s بدون تغییر باقی میمانند. کمیت مهم در نقاط ۳ و ۴ آنتالپی است که مشابه روش ارائه شده در قسمت «ا» قابل محاسبه است و مقادیر نهایی آنها برابر هستند با:
بنابراین مقدار گرمای ورودی و خروجی و در نتیجه بازده نیروگاه در این قسمت، مطابق روند زیر قابل محاسبه است.


مشاهده شد که با افزایش دمای ورودی توربین از ۳۵۰oC۳۵۰oC به ۶۰۰oC۶۰۰oC، بازده نیروگاه جدید که در قسمت «۱»، ۳۳.۴٪ محاسبه شده بود، در این بخش افزایش یافته و برابر با ۳۷.۳٪ است. نکته مثبت دیگر این است که کیفیت سیال کاری در خروجی توربین از ۸۱.۳٪ به ۹۱.۵٪ بهبود یافته که در این شرایط بازده عملکرد توربین نیز بالاتر است.
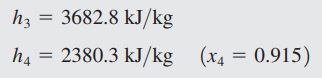
در قسمت «۳» این مثال، افزایش بازده نیروگاه جدید (قسمت «۲») با استفاده از روش «افزایش فشار دیگ بخار» انجام شده است. در این حالت، تنها ویژگیهای نقطه ۱ در نمودار T-s بدون تغییر باقی میمانند و آنتالپی باقی نقاط مطابق با روشی که در قسمت «۱» توضیح داده شد، قابل محاسبه است. بنابراین داریم:
با استفاده از مقادیر آنتالپی در نقاط مختلف نمودار T-s، گرمای ورودی و خروجی و در نتیجه بازده نیروگاه به شکل زیر محاسبه میشود.


مشاهده شد که با افزایش فشار دیگ بخار از ۳MPa به ۱۵MPa، بازده نیروگاه جدید که در قسمت «۲»، ۳۷.۳٪ محاسبه شد در این بخش افزایش یافته و برابر با ۴۳٪ است.
در این مطلب به صورت پایهای به بررسی مفاهیم ترمودینامیک و روشهای افزایش بازده سیکل رانکین پرداخته شد. تسلط به این روشها نیازمند تمرین بسیار و حل مسائل گوناگون است.
بازیاب و گرمایش مجدد در سیکل رانکین دیگ بخار و نیروگاه
در مطالب قبلی وبلاگ فرادرس، سیکل رانکین و روشهای افزایش بازده آن بیان شد. ایده اصلی برای بهبود بازده، افزایش میانگین دمای سیال در دیگ بخار و کاهش آن در کندانسور است. یکی از این روشها که کاربرد بسیار زیادی در نیروگاههای بخار دارد، بالا بردن دمای ورودی به توربین است. این روش باعث افزایش درصد رطوبت سیال کاری در خروجی توربین و در نتیجه کاهش بازده و عمر مفید آن میشود. برای جلوگیری از این اتفاق راهکارهای عملی مختلفی مانند گرمایش مجدد ارائه شده است که در این مطلب روشهای بازیاب و گرمایش مجدد که در تمام نیروگاههای بخار برای افزایش بازده، مورد استفاده قرار میگیرند را بررسی میکنیم.
گرمایش مجدد در سیکل ایدهآل رانکین
همانطور که بیان شد، بهبود بازده در نیروگاهها به صورت عملی با استفاده از دو روش بازیاب و گرمایش مجدد صورت میگیرد که در ادامه به بیان روش گرمایش مجدد در سیکل ایدهآل رانکین میپردازیم. افزایش دمای سیال کاری در ورودی به توربین باعث بهبود بازده سیکل رانکین میشود ولی این کار، رطوبت سیال کاری در خورجی توربین را نیز افزایش میدهد. این مورد در نمودار T-s سیکل رانکین نشان داده شده است.
برای برطرف کردن این مسئله، دو راه حل موجود است. راه اول این است که فوق گرم کردن سیال کاری در ورودی توربین را تا دماهای بسیار بالا ادامه دهیم. با توجه به بالا رفتن میانگین دمای سیال کاری، بازده سیکل رانکین به شکل فوق العادهای افزایش مییابد ولی این راهکار به صورت عملی ممکن نخواهد بود. زیرا محدودیتهایی در جنس و مقاومت دمایی توربین و سایر عناصر نیروگاه بخار وجود دارد که به ما اجازه افزایش بیش از حد دمای ورودی توربین را نمیدهد.
راه حل دوم این است که سیال کاری، وارد توربینهای دو مرحلهای شود و در بین این دو مرحله، گرمایش مجدد روی سیال کاری صورت بگیرد. در واقع در این روش، سیکل رایج رانکین با استفاده از فرآیند گرمایش مجدد اصلاح میشود. روش یاد شده به صورت عملی قابل اجرا است و علاوه بر افزایش راندمان سیکل رانکین، مشکل رطوبت اضافی سیال کاری در خروجی توربین را نیز برطرف میکند و در تمام نیروگاههای بخار پیشرفته مورد استفاده قرار میگیرد.
در شکلهای زیر به ترتیب نمودار T-s سیکل رانکین به همراه گرمایش مجدد و شیوه قرارگیری اجزا مختلف یک نیروگاه بخار که با این روش کار میکند، نشان داده شده است. توجه به سه نکته در سیکل ایدهال رانکین ضروری است، اولاً پمپ و توربین به صورت آیزنتروپیک کار میکنند، ثانیاً هیچ افت فشاری در دیگ بخار و کندانسور رخ نمیدهد و ثالثاً سیال کاری به صورت مایع اشباع از کندانسور خارج و به پمپ وارد میشود.
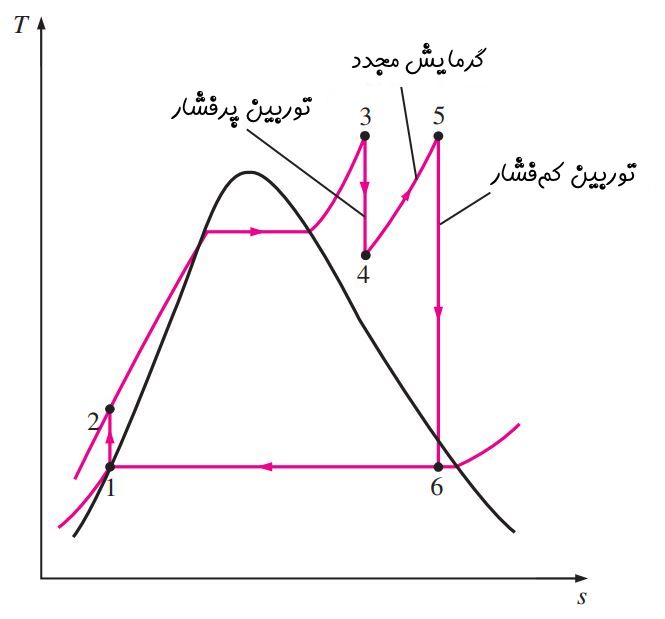
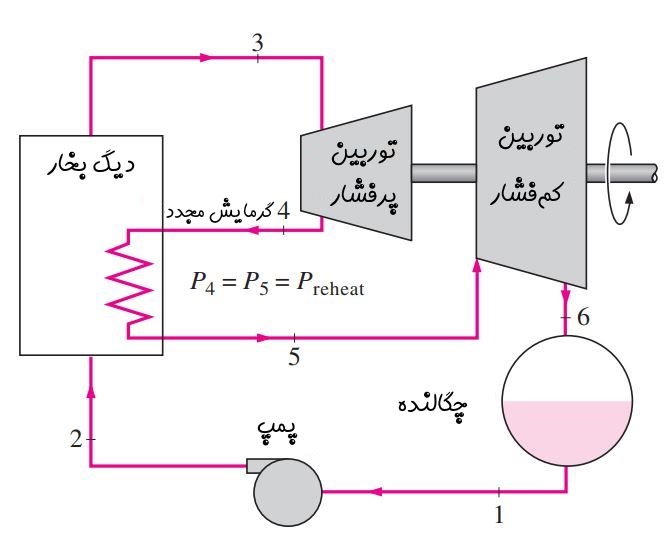
در روش گرمایش مجدد، فرآیند انبساط بخار در توربین، در دو مرحله صورت میگیرد. در مرحلهی اول، بخار به صورت ایزنتروپیک تا فشار متوسط در «توربین پرفشار» (High-Pressure Turbine)، منبسط میشود و سپس به دیگ بخار برای گرمایش مجدد فرستاده میشود. در اینجا، دمای بخار در فشار ثابت، افزایش پیدا میکند. عموما میزان بالا رفتن دما در این مرحله تا زمانی ادامه پیدا میکند که دمای بخار، مجددا به دمای ورودی توربین اولیه برسد. بعد از آن، بخار به «توربین کمفشار» (Low-Pressure Turbine) وارد میشود و به صورت ایزنتروپیک تا فشار کاری کندانسور منبسط میشود. بنابراین مقدار گرمای ورودی و کار خروجی از توربین اصلاح و محاسبات مربوط به آنها به روش زیر انجام میشوند. دقت شود که اعداد زیروند در روابط زیر، همان شماره نقاط مراحل مختلف در نمودار T-s گرمایش مجدد هستند.

![]()
با استفاده از روش گرمایش مجدد در سیکل رانکین، بازده نیروگاه حدود ۴ الی ۵ درصد افزایش مییابد. این افزایش بازده نتیجه افزایش میانگین دمایی است که در آن به بخار، گرما داده میشود. برای افزایش بیشتر میانگین دما در فرآیند گرمایش و بهبود بازده سیکل رانکین، میتوان تعداد مراحل گرمایش مجدد را افزایش داد. همانطور که در شکل زیر نشان داده شده است با افزایش تعداد این مراحل، فرایندهای انبساط ایزنتروپیک و گرمایش مجدد فشار ثابت، در مجموع مانند یک فرایند همدما عمل میکنند.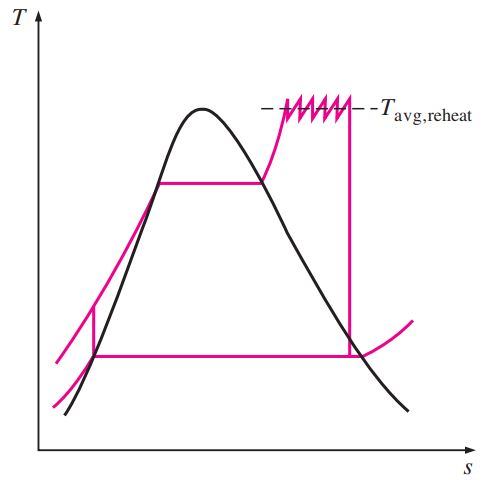
محاسبات نشان میدهند که میزان افزایش بازده با استفاده از گرمایش مجدد دوم، نصف مقدار افزایش بازده حاصل از گرمایش مجدد اول است. استفاده از بیش از دو مرحله گرمایش مجدد، به صورت رایج استفاده نمیشود و دارای محدودیتهایی است که در ادامه به بررسی آنها میپردازیم.
در صورتی که فشار ورودی توربین پایین باشد، استفاده از گرمایش مجدد، سیال خروجی توربین را به حالت «فوق گرم» (Superheat) تبدیل میکند و باعث افزایش میانگین دمای سیال در کندانسور و در نتیجه افت بازده سیکل رانکین میشود. مسئله بعدی این است که افزودن مرحله گرمایش مجدد سوم به سیکل رانکین، بازده را به مقدار بسیار کمی افزایش میدهد و این مقدار افزایش بازده، پیچیدگی طراحی نیروگاه و هزینههای ساخت و نگهداری آن را توجیه نمیکند. بنابراین به صورت رایج تنها دو مرحله گرمایش مجدد در نیروگاهها مورد استفاده قرار میگیرد.
به یاد داشته باشید که هدف اصلی افزودن مرحله گرمایش مجدد به سیکل رانکین، کاهش رطوبت در ترکیب خروجی توربین است و در صورتی که اجزای نیروگاه توانایی تحمل دمای بالا را داشته باشند، مرحله گرمایش مجدد اضافی است و میتوان با بالا بردن دمای ورودی توربین، بازده را افزایش داد. در ادامه و در قالب مثال، به بررسی دقیق جزئیات روش گرمایش مجدد در سیکل رانکین و نیروگاههای بخار پرداخته میشود.
مثال
نیروگاه بخاری را در نظر بگیرید که با استفاده از سیکل رانکین ایدهآل کار میکند. فشار و دمای بخار در ورودی توربین پرفشار، به ترتیب برابر با ۱۵MPa و 600 درجه سانتیگراد است و فشار کاری کندانسور برابر ۱۰kPa است. فرض کنید که کیفیت رطوبت در خروجی توربین کمفشار، نباید بیشتر از ۱۰.۴٪ باشد. در این حالت، فشار مرحله گرمایش مجدد و بازده نیروگاه را بیابید. .در این مسئله فرض شده است که بخار در مرحله گرمایش مجدد، تا دمای ورودی توربین پرفشار، گرم شود (بازده و درصد رطوبت ترکیب خروجی توربین این نیروگاه در حالت بدون گرمایش مجدد به ترتیب برابر با ۴۳٪ و ۱۹.۶٪ هستند).
در شکل زیر، نمودار T-s این نیروگاه و شیوه قرارگیری اجزا مختلف آن به تصویر کشیده شده است.

توجه شود، در سیکل ایدهال رانکین، پمپ و توربین به صورت آیزنتروپیک کار میکنند، هیچ افت فشاری در دیگ بخار و کندانسور رخ نمیدهد و سیال کاری به صورت مایع اشباع از کندانسور خارج و به پمپ وارد میشود.
برای محاسبه فشار درمرحله گرمایش مجدد، توجه به این نکته ضروری است که آنتروپی نقاط ۵ و ۶ در نمودار T-s برابر هستند. بنابراین با توجه به اطلاعات صورت سوال، ابتدا آنتروپی و آنتالپی نقطه ۶ را محاسبه میکنیم و مقدار آن را برابر با آنتروپی نقطه ۵ قرار میدهیم. در نهایت با استفاده از دما و آنتروپی نقطه ۵، فشار و آنتالپی آن را محاسبه میکنیم. بنابراین داریم:
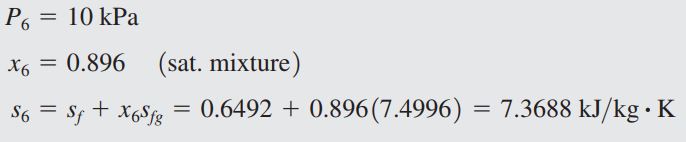
بنابراین فشار در مرحله گرمایش مجدد باید ۴MPa و یا کمتر از این مقدار باشد تا رطوبت ترکیب خروجی از توربین کمفشار، کمتر از ۱۰.۴٪ باشد. در ادامه و برای محاسبه بازده نیروگاه، آنتالپی تمام نقاط را محاسبه میکنیم. سیال کاری در نقطه ۱ به صورت مایع اشباع است و فشار آن برابر با ۱۰kPa است، بنابراین با استفاده از جداول ترمودینامیکی داریم:
همانطور که اشاره شد، در سیکل ایدهآل رانکین، پمپ به صورت آیزنتروپیک کار میکند، بنابراین آنتروپی نقاط ۱ و ۲ برابر هستند و داریم:
برای محاسبه آنتالپی و آنتروپی نقطه ۳، از جداول ترمودینامیکی استفاده میشود:

در ادامه با توجه به آنکه توربین به صورت آیزنتروپیک فعالیت میکند، آنتالپی آن به شکل زیر قابل محاسبه است:

در مرحله بعد، برای محاسبه گرمای ورودی، خروجی و بازده، از روابط ارائه شده در درسنامه بالا استفاده میکنیم. بنابراین داریم:

همانطور که مشاهده میشود بازده این نیروگاه نسبت به حالتی که گرمایش مجدد حضور ندارد، افزایش یافته و از ۴۳٪ به ۴۵٪ رسیده است. همچنین درصد رطوبت ترکیب خروجی توربین از ۱۹.۶٪ به ۱۰.۴٪ رسیده که نشان دهنده بهبود عملکرد و افزایش طول عمر توربین است. این دو روش، یعنی بازیاب و گرمایش مجدد به صورت عملی کاربرد زیادی در نیروگاههای بخار دارند. روش گرمایش مجدد به صورت کامل توضیح داده شد و در ادامه به بیان روش بازیاب در سیکل رانکین پرداخته میشود.
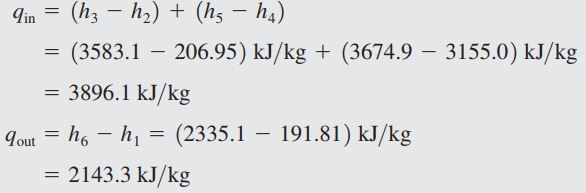
سیکل رانکین ایدهآل به همراه بازیاب
نمودار T-s سیکل رانکین ایدهآل در شکل زیر رسم شده است. همانطور که در قسمت سیکل رانکین وبلاگ فرادرس بیان شد، انتقال حرارت به سیال کاری در مرحله ۲−۲′۲−۲′ و در دمای پایین انجام میشود. این موضوع، میانگین دمای انتقال حرارت در دیگ بخار و در نتیجه بازده نیروگاه را کاهش میدهد. بنابراین باید دمای سیال کاری خروجی از پمپ (در اینجا سیال خروجی از پمپ، «آبتغذیه» (Feedwater) نامیده میشود.) را قبل از ورود به دیگ بخار افزایش دهیم. برای این کار، بخشی از بخار در توربین را اصطلاحا «زیرکِش» (Bleeding) میکنیم. حرارت بخار زیرکِش شده از توربین، در مجموعه تحت عنوان «بازیاب» (Regenerator) یا «گرمکن آبتغذیه» ((Feedwater Heater (FWH) به آبتغذیه داده میشود.
بازیاب سیکل رانکین در تمام نیروگاههای مدرن مورد استفاده قرار میگیرد. این فرایند علاوه بر افزایش میانگین دمای سیال کاری و در نتیجه بهبود بازده این سیکل، از نشتی هوا در کندانسور و ورود به دیگ بخار جلوگیری میکند. بنابراین با استفاده از این روش میتوان از «خوردگی» (Corrosion) دیگ بخار جلوگیری کرد. مزیت دیگر این روش این است که با استفاده از زیرکِش توربین، میتوان نرخ جریان در خروجی توربین را کنترل کرد.
دستهبندی گرمکنهای آبتغذیه با توجه به ترکیب و یا عدم ترکیب سیالهای ورودی به آن تعیین میشود. در صورتی که دو سیال ورودی به گرمکن آبتغذیه با یکدیگر مخلوط شوند به آن گرمکن آبتعذیه باز و در غیر این صورت گرمکن آبتغذیه بسته میگویند.
گرمکن آبتعذیه باز
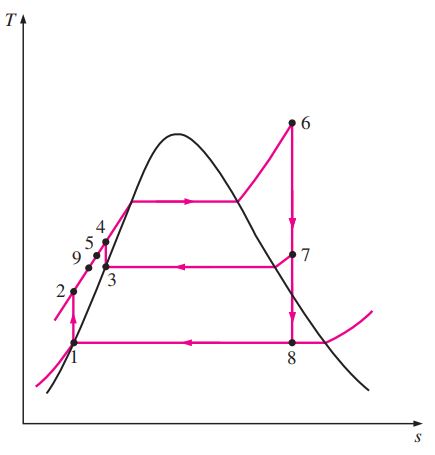
در این نوع از گرمکنهای آبتغذیه، بخار زیرکِش شده از توربین، با آبتغذیه خروجی از پمپ ترکیب میشوند و در حالت ایدهآل، گرمکن را به صورت مایع اشباع ترک میکنند. در شکلهای زیر نمودار T-s و شیوه قرارگیری اجزاه مختلف یک نیروگاه بخار که از گرمکن آبتغذیه باز در سیستم بازیاب خود استفاده میکند، نشان داده شده است.
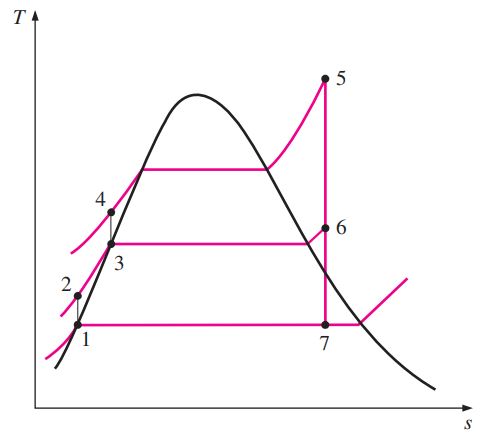
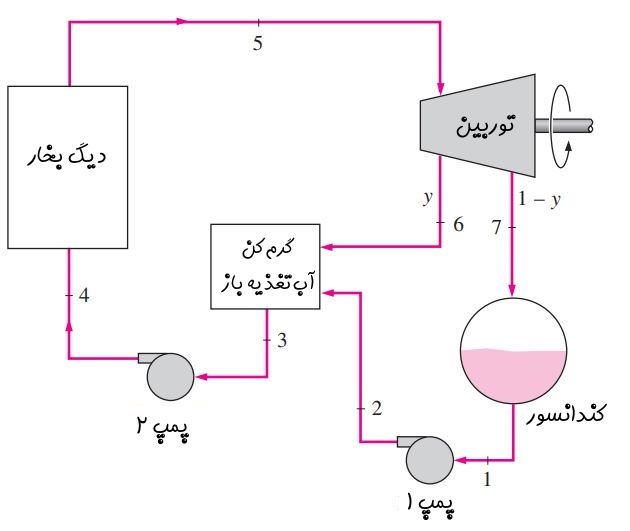
در یک سیکل رانکین ایدهآل به همراه بازیاب، بخار با فشاری برابر با فشار دیگ بخار وارد توربین میشود که در مرحله ۵ شکل بالا نشان داده شده است. سپس این بخار وارد توربین میشود و طی یک فرایند آیزنتروپیک، تا فشار متوسطی منبسط میشود. در این مرحله بخشی از این بخار از توربین زیرکِش میشود و به مرحله ۶ شکل بالا میرسد.
بخار باقیمانده در توربین، طی یک فرایند آیزنتروپیک تا فشار کندانسور منبسط میشود و سپس از کندانسور به صورت فشار ثابت عبور میکند و در نهایت، کندانسور را در مرحله ۱ به صورت مایع اشباع ترک میکند. این قسمت از سیال کاری، آبتغذیه نامیده می شود و طی یک فرایند آیزنتروپیک توسط پمپ به فشار گرمکن آبتغذیه در مرحله ۲ شکل بالا میرسد. در این قسمت، آبتغذیه و بخار زیرکِش شده از توربین (مرحله ۶) در گرمکن آبتغذیه ترکیب میشوند و سپس به صورت مایع اشباع در مرحله ۳ در میآیند. در ادامه به کمک پمپ دوم مجموعه، فشار مخلوط خروجی از گرمکن به فشار دیگ بخار میرسد (مرحله ۴) و سرانجام با عبور سیال از دیگ بخار، سیکل رانکین کامل میشود.
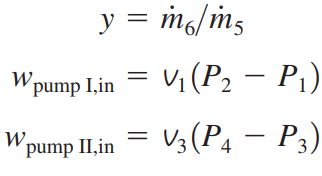
در صورتی که دبی جرمی کل سیال کاری که از دیگ بخار عبور میکند را با ˙mm˙ نشان دهیم، دبی جرمی بخار زیرکِش شده از توربین برابر با y˙mym˙ و دبی جرمی عبوری از کندانسور برابر با (۱−y)˙m(۱−y)m˙ است. این نکتهی بسیار مهمی است که باید در تمامی تحلیلهای ترمودینامیکی سیکل رانکین به همراه بازیاب، اعمال شود. بنابراین روابط گرمای ورودی و خروجی و کار پمپ و توربین به شکل زیر اصلاح میشوند.
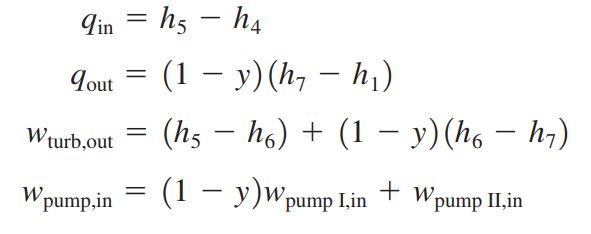
نکته مهم این است که این روابط بر حسب واحد جرم نوشته شدهاند و برای به دست آوردن نتایج نهایی، باید مقادیر محاسبه شده از روابط بالا را در دبی جرمی عبوری از دیگ بخار ضرب کنیم.
بازده سیکل رانکین به همراه بازیاب به دلیل افزایش میانگین دمای سیال کاری در دیگ بخار، بهبود یافته است. برای افزایش بیشتر بازده، میتوان تعداد گرمکنهای آبتغذیه را افزایش داد. در یک نیروگاه زمانی میتوان یک گرمکن آبتغذیه را نصب کرد که سود حاصل از صرفهجویی در مصرف سوخت بیشتر از هزینه نصب گرمکن باشد.
گرمکن آبتعذیه بسته
در این نوع گرمکن، انتقال حرارت از بخار زیرکِش توربین به آبتغذیه و بدون ترکیب آنها صورت میگیرد. در شکلهای زیر، نمودار T-s و شیوه قرارگیری اجزا مختلف یک نیروگاه بخار که از گرمکن آب تغذیه بسته در سیستم بازیاب خود استفاده میکند، نشان داده شده است.
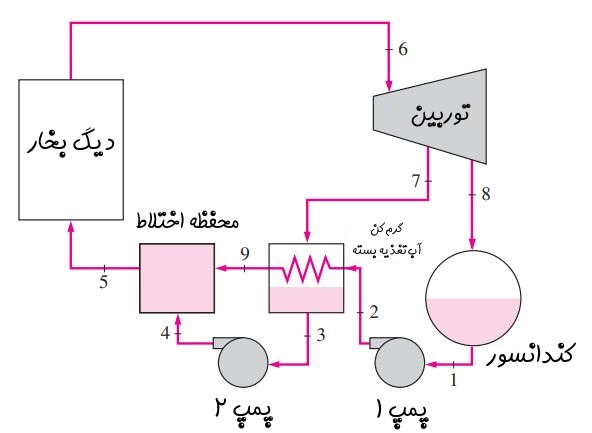
با توجه به آن که در این روش، انتقال حرارت بین دو سیال، بدون ترکیب ورودیها صورت میگیرد، دو سیال میتوانند بعد از خروج از گرمکن، فشارهای متفاوتی داشته باشند. در روش آبتغذیه بسته، بخار زیرکِش توربین به صورت مایع اشباع از گرمکن خارج میشود. این مایع اشباع، با توجه به طراحی نیروگاه، میتواند دو مسیر مختلف را طی کند. در مسیر اول، ابتدا فشار آن با استفاده از پمپ تا فشار آبتغذیه بالا میرود و سپس بعد از همدما شدن با آبتغذیه، هر دو سیال وارد دیگ بخار میشوند. این مورد در شکل بالا نشان داده شدهاست.
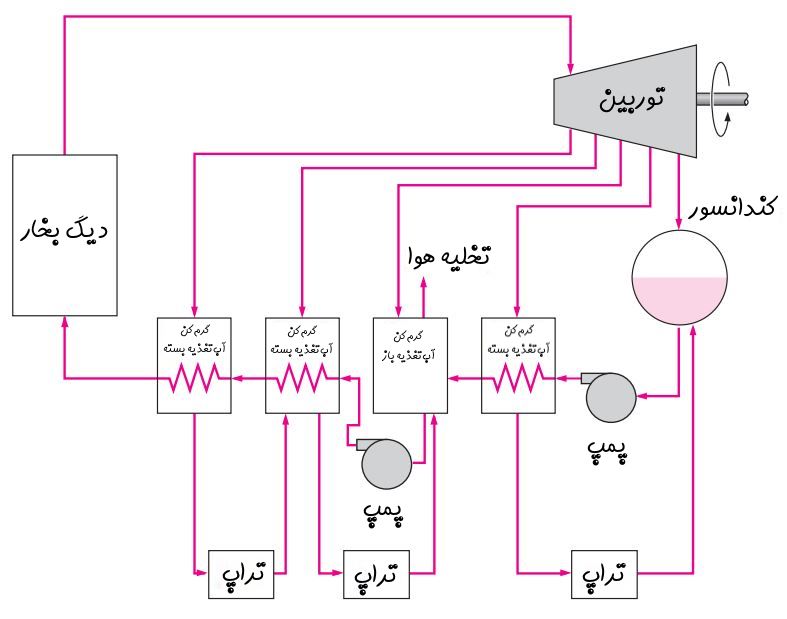
در مسیر دوم، فشار آن به کمک یک «تراپ» (Trap) تا فشار کندانسور پایین میآید و به کندانسور باز میگردد. در اکثر نیروگاهها ترکیب این دو مسیر، در گرمکنهای آبتغذیه مختلف موجود در نیروگاه مورد استفاده قرار میگیرند. این مورد در شکل زیر به تصویر کشیده شده است. امروزه تمام نیروگاههای بخار مدرن برای بهبود بازده و کاهش مصرف سوخت خود، از روش بازیاب و گرمایش مجدد استفاده میکنند.
این مطلب به صورت کامل، به بررسی روشهای عملی افزایش بازده سیکل رانکین شامل روش بازیاب و گرمایش مجدد پرداخته است. این روشها به طور رایج در نیروگاههای بخار قابل استفاده هستند.
منبع سایت آموزشی فرادرس
موتور بخار و دیگ بخار
«موتور بخار» (steam engine) نوعی موتور گرمایی است که از بخار به عنوان «سیال عملیاتی» (working fluid) برای تولید کار مکانیکی استفاده میکند. پیشینهی طولانی موتور بخار به دو هزار سال پیش برمیگردد. البته انواع باستانی این فناوری به صورت عملی قابل استفاده نبودند؛ با این حال آخرین نسخههایی از موتور بخار که طی انقلاب صنعتی طراحی و تولید شد، به مهمترین منبع تولید انرژی مکانیکی تبدیل گشت. توربینهای بخار نسل جدید تقریبا نیمی از برق جهان را هر روز تولید میکنند.
گرچه در برخی از این سیستمها از انرژی خورشیدی، انرژی هستهای یا زمینگرمایی استفاده میشود، بسیاری از اینها در دستهی «موتورهای برونسوز یا احتراق خارجی» (external combustion engines) طبقهبندی میگردند. چرخه ترمودینامیکی که در موتور بخار برای تولید انرژی مکانیکی طی میگردد، «چرخهی رانکین» (Rankine cycle) نام دارد.
موتور برونسوز
در چنین موتوری گرما توسط یک منبع خارجی به سیال عملیاتی داده میشود. به همین دلیل از هر نوع سوخت یا منبعی که بتواند حرارت لازم را تولید کند، میتوان در موتور بخار استفاده کرد. به دلیل این که سیال عملیاتی از منبع حرارت کاملا جدا است، امکان استفاده از تمام سوختهای تجدیدپذیر نیز وجود دارد. این ویژگی منجر به انتشار آلودگی کمتر، نگهداری سادهتر و طول عمر بیشتر میگردد.
این مزیت در «موتورهای درونسوز» (internal combustion engine) وجود ندارد. در این نوع موتورها، سیال عملیاتی همان محصولات گازی احتراق است و گرمای مورد نیاز نیز از همین احتراق به دست میآید. موتورهای رایج بنزینی و دیزلی از این دسته هستند.
کاربرد
از اوایل قرن ۱۹ میلادی، موتور بخار کاربرد فراوانی در صنعت داشته است. در ابتدا از این فناوری به عنوان محرک «پمپ رفت و برگشتی» (reciprocating pumps) استفاده میشد؛ اما از سال ۱۷۸۰ با ظهور موتورهای دورانی (که حرکت رفت و برگشتی را به حرکت دورانی تبدیل میکنند) انقلابی در ماشینهای صنعتی رخ داد. به همین منوال از اواخر قرن ۱۹، موتور بخار به محرک اصلی در حوزهی حملونقل دریایی و زمینی تبدیل شد و با گذر زمان کاربرد گستردهتری یافت.
بخار را میتوان نیروی محرک انقلاب صنعتی نامید. کاربردهای اقتصادی گسترده در کارخانهها و آسیابها، راهاندازی ایستگاههای پمپاژ و حملونقل گواهی بر این مدعا است. در این حوزه از موتور بخار در لوکوموتیوها، کشتیها و خودروها استفاده شد. استفاده از این نوع فناوری در بخش کشاورزی منجر به افزایش سطح زمین قابل شخم زدن و کاشت گردید. جالب است بدانید از این موتور در کاربردهایی با نیاز به انرژی پایین مانند ساعت بخار نیز استفاده شده است.
حضور مراحل متعدد بین منبع گرمایی تا مرحلهی آخر تولید توان، منجر به کاهش ضریب تولید توان به وزن موتور در مقایسه با موتورهای درونسوز میگردد. به همین دلیل از موتور بخار به ندرت در کاربردهای حملونقل هوایی استفاده شده است. بر اساس آنچه ذکر شد، در کاربردهایی با مقیاس کوچک و متوسط، این فناوری از رقبای خود مانند موتور درونسوز و موتور الکتریکی عقب مانده است. در نتیجه بسیاری تصور میکنند که موتور بخار از رده خارج شده. ضمناً بهتر است بار دیگر تاکید شود نیمی از برق تولیدی جهان از بخار تولید میگردد. در بسیاری از صنایع از این انرژی به عنوان نیروی محرک بسیاری از تجهیزات استفاده میشود.
موتور بخار را میتوان بر اساس کاربرد آن دستهبندی کرد.
کاربردهای ثابت
موتورهای ثابت را میتوان به دو دستهی کوچکتر تقسیم کرد که به شرح زیر است.
تجهیزاتی که در آنها موتور به طور نامنظم متوقف میشود و دوباره شروع به کار میکند. این موتورها گاهی باید جهت خود را نیز عوض کنند. از این دست میتوان به موتورهایی برای جمعآوری کابلهای سنگین یا حتی موتور کشتی اشاره کرد.
موتورهای تولید توان که به ندرت متوقف یا جهت آنها عوض میشود. موتور بخاری که در نیروگاه گرمایی، ایستگاه پمپ، آسیابخانه یا کارخانهها به این شکل مورد بهرهبرداری قرار میگیرد، در این گروه جای دارد.
حملونقل
موتور بخار در بسیاری از موارد در این حوزه مورد استفاده قرار گرفته است.
کاربردهای دریایی: قایق بخار، کشتی بخار
راهآهن: لوکوموتیو بخار، «لوکوموتیو بدون آتش» (Fire less locomotive)
کشاورزی: تراکتور بخار
جاده: واگن بخار، اتوبوس بخار، سهچرخهی بخار، خودروی بخار
ساختوساز: بیل مکانیکی بخار
کاربردهای نظامی: تانک بخار بدون تایر و با تایر
فضا: راکت بخار
به دلیل نسبت توان به وزن بیشتر در موتورهای درونسوز، این تجهیزات به مراتب زیادتر از موتور بخار در کاربردهای متحرک مورد استفاده قرار گرفتهاند. موتور بخار هنگامی که وزن اهمیت کمتر و بازده اهمیت بیشتری داشته باشد، گزینهی بهتری است.
پیشینه
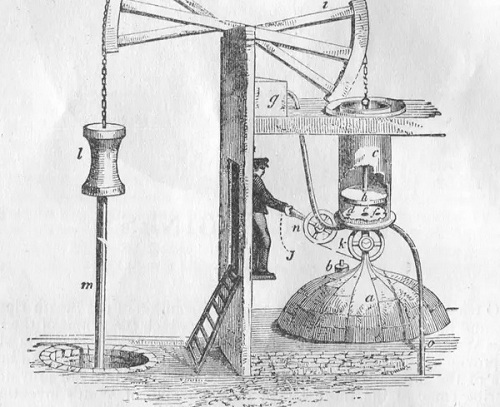
سابقهی موتور بخار به اولین قرن پس از میلاد باز میگردد. ابتداییترین عضو این خانواده «آیولیپایل» (aeolipile) است که توسط مخترع یونانی «هرون» (Hero of Alexandria) اختراع شد. آیولیپایل نخستین وسیلهای است که میتوانست انرژی بخار را به انرژی حرکتی تبدیل کند. این ابزار میتواند از نیروی بخار برای چرخاندن یک توپ توخالی فلزی با سرعت زیاد استفاده نماید.
هرون در زیر یک دیگ بخار سربسته که پر از آب بود، آتش روشن کرد. بخار ایجاد شده از طریق دو لوله خمیده که به دو سوی توپ وصل بود منتقل میشد و از طریق دو روزنه بزرگ در گوشه توپ خارج میگردید. هرون از آیولیپایل برای بازی استفاده میکرد زیرا در آن زمان از اهمیت تبدیل انرژی بخار به حرکت آگاه نبود.

در قرنهای بعد نمونههایی عموما برای تبیین خواص بخار توسط دانشمندانی مانند «تقیالدین» (Taqi al-Din) در سال ۱۵۵۱ و «جیووانی برانکا» (Giovanni Branca) در سال ۱۶۲۹ اختراع شد.
اولین نمونهی عملیاتی موتور بخار یک پمپ آب بود که توسط «توماس ساوری» (Thomas Savery) در سال ۱۶۹۸ ابداع شد با این که این پمپ توان بالایی نداشت و در مقابل انفجارهای دیگ بخار آسیبپذیر بود، در برخی معادن و ایستگاههای پمپاژ مورد استفاده قرار میگرفت.
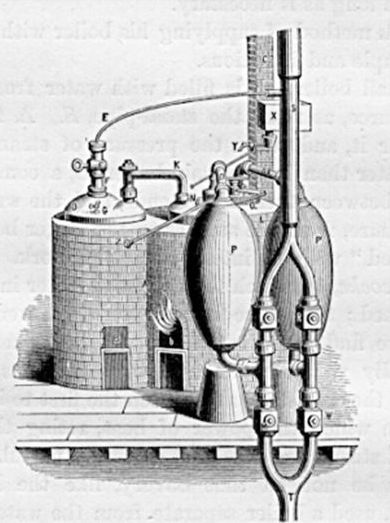
با این حال اولین موتور بخار مقرون به صرفه از نظر اقتصادی، تا سال ۱۷۱۲ ظهور نکرد. با کمک اختراعات ساوری و «دنیس پایین» (Denis Papin)، موتور اتمسفری توسط «توماس نیوکومن» (Thomas Newcomen) راه را برای انقلاب صنعتی هموار کرد.
موتور نیوکومن نسبتا بازده بالایی داشت و عموما برای پمپ کردن آب مورد استفاده قرار میگرفت. برای نمونه در معادن برای کشیدن آب جمع شده در چاهها از این موتور استفاده میشد؛ کاری که تا آن زمان ممکن نبود. از این موتور بخار همچنین برای پمپ کردن آب به منظور گرداندن چرخهای آبی در کارخانههایی دور از یک منبع آب با ارتفاع بالا استفاده میشد.
قدم بعدی هنگامی برداشته شد که «جیمز وات» (James Watt) نوع پیشرفتهی موتور نیوکومن را طراحی کرد و ساخت. موتور وات به میزان ۷۵ درصد در مصرف زغالسنگ نسبت به نوع قبلی خود صرفهجویی داشت. وات موتور بخار خود را توسعه داد تا به فناوری حرکت گردان یا چرخشی مناسب برای استفاده در کارخانهها تبدیل گردد. این فناوری به صنعت اجازه داد تا جایی غیر از کنار رودخانهها بنا شوند و سرعت انقلاب صنعتی را افزایش داد.
حدود سال ۱۸۰۰، «ریچارد تریویتیک» (Richard Trevithick) موتورهایی با فشار بخار بالا طراحی کرد. این اختراع از نمونههای قبلی بسیار قدرتمندتر بود؛ به همین دلیل امکان داشت تا با طراحی در اندازهای کوچک، در کاربردهای حوزهی حملونقل مورد استفاده قرار گیرد. پیشرفتهای پیدرپی باعث شد تا این فناوری به تدریج کوچکتر، سریعتر و قویتر شود.
موتور بخار به عنوان مهمترین منبع توان تا قرن بیستم شناخته میشد؛ تا جایی که با طراحی موتور الکتریکی و موتور درونسوز، در بخش موتورهای رفتوبرگشتی قافیه را به رقیبان خود باخت. با این وجود هنوز توربین بخار سرآمد فناوریهای مورد استفاده در تولید برق است.
نحوهی کارکرد یک موتور بخار رفتوبرگشتی به زبان ساده
گرما از سوخت در حال احتراق دریافت میگردد. این گرما در یک دیگ بخار با فشار بالا به آب انتقال پیدا میکند و منجر به تولید بخار اشباع میشود. این بخار دمایی مساوی با آب در حال جوش دارد. این دما نیز به فشار بخار داخل دیگ وابسته است. برای فهم بهتر تصور کنید که آب در ارتفاعات بالاتر با فشار کمتر، در دمای پایینتری میجوشد.
بخار در این مرحله بازهم گرم میشود تا به حالت «فوق داغ» (super heat vapor) یا بخار خشک تبدیل گردد. این مرحله، انرژی سیال عملیاتی را بالا میبرد و منجر به عملکرد بهتر موتور یا توربین میشود. بخار تولید شده وارد موتور میشود و پیستون را هل میدهد. حرکت پیستون نوعی از انرژی مکانیکی است که گاهی به حرکت دورانی تبدیل میگردد. بخار کمفشار و سرد استفاده شده در موتور به هوا تخلیه میشود. البته دانستن این نکته ضروری است که در توربینهای مدرن این بخار مجددا میعان و به چرخه برمیگردد.
اجزای موتور بخار
دو جزء اصلی در این تجهیز وجود دارد: یکی دیگ بخار و دیگری بخش موتور. این دو بخش را میتوان به صورت مجزا و با فاصله یا پیوسته طراحی کرد و ساخت.
دیگر اجزا شامل پمپ (به منظور انتقال آب به دیگ بخار)، چگالنده (با هدف میعان کردن بخار خروجی از موتور) و فوق داغ کنندهها (افزایش دمای بخار اشباع به بخار فوق داغ) هستند. هنگامی که از زغالسنگ به عنوان سوخت استفاده میشود، یک خط دیگر برای آمادهسازی و مصرف آن وجود دارد. این بخش به صورت کامل در اینجا توضیح داده شده است.
منبع حرارتی
حرارت مورد نیاز برای تبخیر آب را میتوان از منابع مختلفی – عموما از سوزاندن مواد سوختنی – همراه با تامین هوای مورد نیاز تامین کرد. در برخی از موارد منبع حرارتی سوخت هستهای یا انرژی زمینگرمایی است.
منبع دما پایین یا منبع سرد
در تمام انواع موتور گرمایی، مقدار زیادی از گرما بعد از رسیدن بخار به دمای پایین در خروجی توربین یا موتور به هدر میرود. این گرما باید از سیستم خارج شود تا منجر به بالا رفتن دمای قطعات نگردد. یکی از سادهترین راههای ممکن خارج کردن بخار و فرستادن آن به محیط است. این روش عموما در لوکوموتیوهای بخار مورد استفاده قرار میگیرد ولی منجر به کاهش بازده میشود. با نصب تجهیزی برای میعان بخار خروجی میتوان بازده موتور را افزایش داد.
در سیستم توربین بخار از برجهای خنککننده استفاده میشود که نوعی چگالنده به حساب میآیند. برخی اوقات میتوان از گرمای بخار خروجی به صورت مستقیم بهرهبرداری کرد. برای مثال در «نیروگاههای تولید همزمان گرما و برق» (Combined Heat and Power) معروف به CHP از این انرژی برای گرمایش محیط استفاده میشود.
دیگ بخار
این تجهیزات مخازنی هستند که قرار است در آنها آب تبخیر شود. مکانیسمهای متعهدی جهت انتقال حرارت به آب در دیگ بخار طراحی شده است. دو تا از مهمترین روشهای این فرایند به شرح زیر است.
دیگ بخار «آب-لوله» (Water tube boiler) در این روش، آبی که قرار است بخار شود، از درون لولهها عبور میکند. برای فهم بهتر از این دست میتوان به آبگرمکن دیواری در کاربردهای خانگی اشاره کرد.
دیگ بخار «آتش-لوله» (Fire tube boiler): در این روش، آب در عمل مخزن را پر میکند و گازهای داغ حاصل از احتراق درون لولههایی که از آب گذر داده شدهاند، جریان پیدا میکنند.
هنگامی که آب به بخار تبدیل شد، در برخی از دیگهای بخار با دادن گرمای بیشتر، بخار فوق داغ به دست میآید. این کار باعث افزایش بهرهوری میگردد.

دیگ بخار فایرتیوب یا لوله آتشی
واحد موتور
موتور یا توربین بخار پرفشار و با دمای بالا را دریافت میکند. خروجی این قسمت بخاری با فشار و دمای پایین است. بخشی از اختلاف انرژی بخار ورودی با بخار خروجی توسط این واحد به کار مکانیکی تبدیل میگردد.
واحد موتوری را به درستی در این بخش موتور بخار مینامند. البته این واحدها ممکن است با هوای فشرده یا دیگر گازها کار کنند.
انبساط ساده
در بیشتر پیستونهای رفت و برگشتی، مسیر بخار در هر مرحله تغییر پیدا میکند و از یک دریچه وارد و داخل میگردد. یک چرخهی کامل شامل یک گردش کامل میللنگ و دو مرحلهی پیستون است. این چرخه را نیز میتوان شامل چهار مرحلهی «ورود بخار» (admission)، انبساط، خروج بخار و تراکم دانست.
این چهار مرحله با باز و بسته شدن شیرهایی که به «دنده شیر» (valve gear) متصل هستند، کنترل میگردد.
موتورهای ترکیبی
هنگامی که بخار منبسط میگردد، دمای آن کاهش مییابد. به دلیل سرعت بالای فرایند و اینکه گرمایی با محیط مبادله نمیگردد، این فرایند را «انبساط بیدررو» (adiabatic expansion) میگویند. نتیجهی این مسیر ورود بخار با دمای بالا و خروج با دمای پایین است. این امر باعث گرمایش و سرمایش سیلندر در هر مرحله میگردد و باعث کاهش بازده میشود.
روشی برای کاهش اندازهی گرمایش و سرمایش در سال ۱۸۰۴ توسط مهندس بریتانیایی «آرتور وولف» (Arthur Woolf) با نام «موتور ترکیبی» (compound engine) معرفی شد. در این نوع موتور بخار، بخار «فشار بالا» (high pressure) یا به اختصار HP از دیگ بخار وارد و به سیلندر HP وارد میشود. حال در مرحلهی بعد این بخار بعد از دست دادن بخشی از فشار خود وارد سیلندر «فشار پایین» (lower pressure) یا LP میگردد.
انبساط کامل بخار اکنون در دو مرحله اتفاق میافتد و در نتیجه گرمای کمتری در هر مرحله از دست میرود. در نتیجه فاصلهی دمای خروج بخار و ورود آن کمتر میشود. این امر با کاهش میزان سرمایش و گرمایش منجر به افزایش بازده میگردد.
برای گرفتن میزان کار برابر از سیلندر فشار پایین با سیلندر فشار بالا، باید این سیلندر بزرگتر طراحی و ساخته شود؛ چراکه بخار فشار پایین حجم بیشتری اشغال میکند. همچنین از آنجا که میزان نیرو برابر با میزان فشار ضربدر سطح محاسبه میگردد، برای داشتن نیروی برابر در فشار پایین، سطح باید افزایش یابد. به همین دلیل همیشه سیلندر LP از سیلندر HP بزرگتر است.
در انبساط دوگانه چنانچه شرح آن رفت، بخار در دو مرحله منبسط میگردد. البته ممکن است آرایشهای متعددی برای این کار در سیلندرها در نظر گرفته شود. برای نمونه در برخی موتورهای بخار، دو سیلندر HP و یک سیلندر LP تعبیه شده است. بخار فشار بالا در دو مرحله در این نوع موتور منبسط میگردد.
موتور با انبساط چندگانه
با افزایش مراحل میتوان بازهم بازده را افزایش داد. نتیجه یک «موتور با انبساط چندگانه» (multiple expansion engine) خواهد بود. چنین موتورهایی عموما بین سه یا چهار مرحلهی انبساط دارند. با کاهش فشار در هر مرحله، اندازهی سیلندر افزایش مییابد.
این سیلندرها طوری طراحی شدهاند تا کار مورد نیاز را به تعداد مراحل به شکل مساوی تقسیم کنند. تصویر متحرک زیر، عملکرد یک موتور سهگانه را نشان میدهد. بخار از سمت چپ به راست در حرکت است.
توسعهی این موتورها در کشتیهای بخار بسیار ضروری به نظر میرسید. چراکه بخار بعد از کاهش فشار بایستی به دلیل شوری آب دریا و عدم امکان استفاده میعان میشد و به چرخه باز میگشت. موتور بخاری که روی زمین کار میکند، امکان آزاد کردن بخار مصرفشده را دارد.
قبل و در طول جنگ جهانی دوم، موتور انبساطی بیشترین کاربرد را در حملونقل دریایی داشت؛ چراکه سرعت بالا خیلی مد نظر نبود. گرچه بریتانیاییها توربین بخاری طراحی کردند که سرعت بسیار بالایی داشت. «HMS Dreadnought» اولین کشتی جنگی با سرعت بالا و استفاده از توربین بخار بود که به جهان معرفی شد.
موتور تکجریان
این طراحی برای حل مشکل «چرخههای ناهمجهت» (counter flow cycle) پیشنهاد شد که در آنها با عبور بخار کمفشار، دیواره و قطعات داخلی سرد میشد. در نتیجه بخشی از گرمای بخار پرفشار خروجی صرف گرم کردن مجدد این قسمتها میگشت.
در «موتور تکجریان» (uni-flow engine) با اضافه کردن یک ورودی این مشکل حل میگردد. این ورودی هنگامی که پیستون به نیمهی راه میرسد باز میشود و باعث جریان یافتن بخار تنها در یک جهت در هر نیمه میگردد. حال تصور کنید که همیشه بخار پرفشار از یک نقطه وارد و بخار کمفشار از یک نقطه خارج میشوند؛ همیشه دمای تمام نقاط تقریبا ثابت میماند و بازده افزایش مییابد.
موتورهای توربینی
یک «توربین بخار» (steam turbine) شامل یک سری از دیسکهای چرخان نصب شده روی یک شفت است که به آنها «روتور» (rotors) میگویند. دیسکهای نصب شده به صورت ثابت روی بدنهی توربین را نیز «استاتور» (stators) میگویند. روی روتورها پرههایی با سازمان منظم کار شده است و بخار با برخورد به این پرهها باعث چرخش روتور میگردد. استاتورها نیز پرههایی دارند که وظیفهی هدایت بخار به مرحلهی بعد را به عهده دارند.
بخار خروجی یک توربین بخار عموما وارد یک «چگالنده سطحی» (surface condenser) میشود که خلا نسبی تولید میکند. مراحل طراحی شده در این تجهیز با هدف تولید بیشترین کار از بخار ساخته میشود. نکته اینجاست که توربینهای بخار تنها زمانی بازده مناسبی دارند که سرعت بالایی داشته باشند. به همین دلیل برای کاهش سرعت در کاربردهایی مانند پرهی پیشران کشتی، از سیستم جعبه دنده استفاده میگردد.
از آنجا که توربینها انرژی بخار را به حرکت مکانیکی دورانی تبدیل میکنند، دیگر نیاز به سیستمی برای تبدیل حرکت رفتوبرگشتی به دورانی نیست. این امر منجر به کاهش نیاز به تعمیرات و استهلاک دستگاه میگردد. اصلیترین کاربرد توربین بخار، تولید الکتریسیته است.
تمام نیروگاههای هستهای و برخی زیردریاییهای هستهای ابتدا آب را تا دما و فشار بالا تبخیر میکنند. سپس این بخار برای چرخاندن توربین مورد استفاده قرار میگیرد. شفت توربین که به شفت ژنراتور برق جفت شده است، ژنراتور را به حرکت درمیآورد و برق تولید میشود.
موتور بخار نوع جت
مهندس استرالیایی «آلن برنز» (Alan Burns) برای اولین بار موتور بخار «نوع جت» (Jet type) را اختراع کرد. این موتورهای زیرآبی از فشار بخار بالا برای مکش آب از جلو و سپس خروج پرفشار آن از عقب استفاده میکند. هنگامی که بخار پرفشار وارد آب و میعان میشود، با ایجاد یک موج منجر به خروج سریع آب از عقب میگردد. با هدف افزایش بازده، موتور از یک ورودی مقداری هوا نیز به داخل میمکد که منجر به تولید حبابهای هوا و تغییر مکانیسم اختلاط بخار با آب میگردد.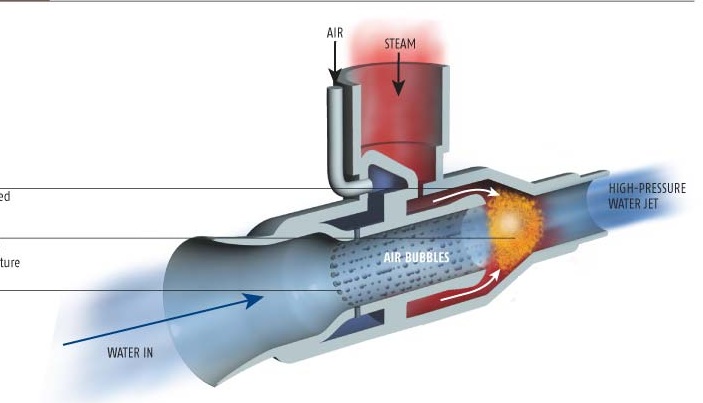
برخلاف دیگر موتورهای بخار ممولی، هیچ قطعهی متحرکی در این نوع تجهیز وجود ندارد و آب خروجی تنها کمی گرمتر از آب ورودی است. چنین موتوری را به عنوان پمپ یا همزن نیز میتوان مورد استفاده قرار داد.
موتور بخار نوع راکت
آیولیپایل همانطور که شرح آن رفت از این مکانیسم برای ایجاد پیشرانش البته نه در مسیر مستقیم بهره میبرد. اخیرا البته از فناوری موتور بخار «نوع راکت» (Rocket type) خیلی استفاده نمیشود. این فناوری به زبان ساده به این شکل است که ابتدا یک مخزن با آب داغ پرفشار پر میشود. در انتهای مخزن یک خروجی کنترلی با قطر خیلی کم وجود دارد. هنگامی که خروجی باز میشود، آب پرفشار از محزن خارج میگردد و با توجه به پایین بودن فشار بیرون مخزن به بخار تبدیل میشود. بخار خروجی تولید شده با سرعت به بیرون پرتاب و ماشین را به جلو میراند.
تجهیزات کنترلی
تمام انواع موتور بخار با روشهایی برای کنترل شرایط مجهز شدهاند. این تجهیزات شامل «فشارسنجها» (pressure gauge) برای کنترل فشار و «مشاهدهگرهای شیشهای» (sight glass) برای کنترل سطح مایع است.

مزایا
مزیت اصلی موتور بخار در توانایی آن بر تبدیل هرگونه منبع گرمایی یا انرژی گرمایی به کار مکانیکی است. مزیتی که موتور درونسوز از آن بیبهره است. البته چنین ویژگیای در نوع متفاوتی از موتور درونسوز با نام «موتور استرلینگ» (Stirling engine) وجود دارد. این موتور که به آن ماشین استرلینگ هم گفته میشود یک موتور حرارتی است که در سال ۱۸۱۶ توسط دکتر «رابرت استرلینگ» (Robert Stirling) اختراع شد.
موتور استرلینگ بازدهی بیشتری نسبت به موتورهای بنزینی و دیزلی دارد اما امروزه این موتورها فقط در برخی کاربردهای خاص مانند زیردریاییها یا ژنراتورهای کمکی در قایقها (که عملکرد بی صدا مهم است) استفاده میشود. اگر چه موتورهای استرلینگ به تولید انبوه نرسید اما برخی اختراعات پرقدرت با این موتور کار میکند.
ایمنی
در فرایند استفاده از بخار با بسیاری از مخازن پرفشار روبهرو هستیم که انرژی پتانسیل بالایی دارند. انفجار بخار در گذشته تلفات بسیار زیادی داشته است. به همین دلیل استاندارهای متعددی در این رابطه وجود دارد. موارد زیر ممکن است از این دست باشد.
بالا رفتن فشار داخل دیگ بخار بیش از حد قابل تحمل
کم شدن آب داخل دیگ و در نتیجه سوختن دیواره
خروج بخار از لولهها به علت نشتی و ایجاد سوختگی در کارکنان
بازده
بازده یک موتور بخار را میتوان از تقسیم مقدار کار مفید مکانیکی تولید شده به میزان کل انرژی حرارتی مصرفی محاسبه کرد. البته هیچ موتوری نمیتواند بازدهای بیشتر از «چرخهی کارنو» (Carnot cycle) داشته باشد. این چرخه یک چرخهی ترمودینامیکی بازگشتپذیر است که توسط «سعدی کارنو» (Saadi Carnot) در ۱۸۲۴ معرفی شد. او در این سال با انتشار مقالهای این مفهوم را به شکل زیر توضیح داد.
بازده تمام ماشینهای بازگشتپذیری که بین دماهای یکسانی کار میکنند با هم برابر است و بازده هیچ ماشین بازگشتناپذیری، که بین همان دو دما کار میکند، نمیتواند بیشتر از این باشد.
در این فرایند گرما از یک منبع دما بالا به یک منبع دما پایین منتقل میشود و بازده آن به اختلاف درجه حرارت این دو منبع بستگی دارد. برای به دست آوردن بیشترین بازده، بهتر است تا حد امکان دمای بخار تولیدی بالا و دمای بخار خروجی از موتور پایین باشد.
در عمل در صورتی که موتور بخار، بخار را به اتمسفر تخلیه کند تنها بازدهی بین یک تا ۱۰ درصد خواهد داشت. جالب است تنها با اضافه کردن یک چگالنده و روش انبساط چندگانه، بازده به ۲۵ درصد میرسد. یک نیروگاه برق با مصرف بخار بازدهی بین ۲۰ تا ۴۰ درصد دارد. البته با استفاده از گرمایی که معمولا به هدر میٰرود برای گرمایش منازل و ساختمانها میتوان تا ۹۰ درصد از انرژی مصرفی را مورد بهرهبرداری قرار داد.
منبع : سایت آموزشی فرادرس
تولید و فروش دیگ آبگرم
کلیه دیگ های آبگرم ساخت شرکت نوین بخار براساس استاندارد های بین المللی BS855 و استاندارد ملی SIR7911 تولید می گردد.
که تحت نظارت شرکت بازرسی کیفیت و استاندارد ایران طراحی وساخته می شود و با پلاک کنترل کیفی و نشان استاندارد ارائه می شود.
طراحی و ساخت کلیه دیگ ها بر اساس نقشه های مورد تأئید شرکت بازرسی صورت می گیرد که با جدیدترین بازبینی ها توسط متخصصین طراحی در اختیار این شرکت قرار می گیرد.
شرکت نوین بخار تولید انواع دیگ های آبگرم

دیگ بخار استاندارد نوین بخار
کلیه دیگ های بخار ساخت شرکت نوین بخار بر اساس استاندارد های بین المللی BS2790 و استاندارد ملی 4231 تولید می گردد که تحت نظارت شرکت بازرسی کیفیت و استاندارد ایران طراحی و ساخته می شود و با پلاک کنترل کیفی و نشان استاندارد ارائه می شود.
سیستم ساخت به صورت عقب مرطوب و با فشار کار 6 ، 8، 10 بار ساخته می شود.ظرفیت دیگ های بخار از 100Kg/h تا 10000Kg/h و دمای طراحی 250 درجه سانتی گراد می باشد.
شرکت نوین بخار تولید و فروش انواع دیگ بخار
تعبیه دیگ های بخار به منهول وهندهول های متعدد ، دسترسی به سطح تیوب ها و کوره را میسر می سازد که این امرسرویس ، رسوب زدایی و تعمیر را برای مصرف کننده آسان می سازد.
طراحی و ساخت کلیه دیگ ها براساس نقشه های مورد تأئید شکت های بازرسی صورت می گیرد که با جدیدترین بازبینی ها توسط متخصصین طراحی در اختیار این شرکت قرار می گیرد.
دریچه های جلو و عقب ،کاربازدید ، سرویس و تعمیر دیگ را آسان و از مدت زمان طولانی عملیات مربوطه می کاهد
.به علت مجاورت مقاطع لوله با کوره ، بازرسی ، سرویس و تعمیرکوره و تیوب ها به سادگی میسر است.
فولادهای مصرفی در ساخت پوسته ، کوره و شبکه های دیگ از نوع 17mn4 – DIN 17155 و A516GR70 و تیوبهای حرارت از نوع St35.8 – DIN17175 می باشد.
طراحی دیگ برابربا 1/1 ماکزیمم فشار کار بوده وبا فشار 1/5 برابر فشار طراحی تست هیدروستاتیک می شود.
کلیه خطوط جوش مطابق استانداردهای ملی و بین المللی توسط نمایندگان اداره استاندارد و تحقیقات صنعتی ایران آزمایش می شود که این آزمایشات شامل رادیوگرافی ، التراسونیک ، مواد نافذ و هیدروستاتیک می باشد.
کلیه جوشکاران مطابق استاندارد EN 287 – 7 مورد آزمون صلاحیت جوشکاری قرار گرفته اند و دارای گواهینامه صلاحیت جوشکاری از معتبرترین مراکز بازرسی و آزمون ، تحت نظارت کامل واحد کنترل کیفیت کارخانه می باشد.
الکترودهای مصرفی برای جوش های نفوذی و تکمیلی از نوع E6010 و E7018 می باشد که مطابق با PQR و WPS مربوطه مورد مصرف قرار می گیرد.
کلیه فلنج های مصرفی از نوع استاندارد PN16 می باشد.
طراحی و ساخت درب های دیگ لولایی و بازشو هستند که این امر تعمیرات احتمالی دیگ را آسانتر می کند.
دربها با بتون نسوز ( سیمان مصرفی از نوع فوندو فرانسه و شاموت مخصوص ) عایقکاری می شود.
ایزولاسیون مناسب توسط پشم سنگ و کاور آلومینیومی یا استیل ( مطابق درخواست خریدار ) از اتلاف حرارت جلوگیری کرده و ضمن محافظت دیگ در برابر رطوبت و کلیه عوامل خارجی ، بر زیبایی محل نصب می افزاید.
قطعات تابلو برق و کنترل ها از بهترین نوع انتخاب گردیده و دارای کارایی و ضرورت اطمینان بالا می باشد و وجود سوییچ های کنترل فشار و سوپاپ های اطمینان و همچنین شیشه آبنما برای کنترل چشمی و آژیر خطر ایمنی دستگاه را به حداکثر می رساند.

دستگاه های که به منظور تولید بخار استفاده می شوند را دیگ بخار می نامند و از بخار آن به منظور چرخاندن انواع توربین ها و گرم کردن بعضا کوره ها استفاده می شود.
دیگ های بخار به چندین نوع تقسیم می شوند از جمله این دیگ ها می توان از دیگ های که در نیروگاه ها استفاده می شود، نام برد. همچنین دیگ ها در ابعاد کوچکتر نیز موجود می باشد. در نیروگاه ها دیگ های بخار به صورت سوپر هیت بوده و به دلیل نیاز به فشار بسیار بالا ، مافوق گرم نیز نامیده می شود. اما در دیگ های بخار کوچک ، بخار به صورت اشباع می باشد .
اجزای تشکیل دهنده ی دیگ های بخار
شامل موارد متعددی می باشد که در ادامه به معرفی آن ها خواهیم پرداخت. اما قبل از آن به بررسی وضعیت آبرسانی در دیگ های بخار می پردازیم. معمولی ترین مایع وارد شده به دیگ های بخار آب می باشد که طی مراحلی وارد دیگ شده و تبدیل به بخار می گردد. معمولا قسمت های اصلی انتقال دهنده ی آب به دیگ را می توان به دسته های 1- منبع آبرسانی 2- فیلتر شنی 3- سختی گیر نام برده و تقسیم نمود.
آب مصرفی دیگ بخار
متداول ترین مایع مصرف شده در دیگ بخار آب می باشد. بدین صورت برای رسیدن این مایع به دیگ بخار باید طی فرآیندی خاصی آبرسانی انجام گیرد. از این رو مراحل ذیل قبل از آبرسانی به دیگ باید انجام شود که سه مورد اساسی و مهم برای شما در ذیل لیست شده است.
در مرحله ی اول ابتدا باید آب از منبع که معمولی ترین منبع چاه عمیق می باشد بدست آید.
در مرحله ی دوم آب باید از فیلتر شنی عبور کند که شیوه کار این فیلتر بدین صورت می باشد که ذرات جامد معلق در آب را جمع آوری می کند و در طبقات مختلفی همچون شنی ، سیلیسی و سنگی ته نشین می سازد. در فیلترهای بعدی فرآیند تمیز شدن آب صورت می گیرد.
و اما در مرحله سوم باید سختی آب گرفته شود. بدین ترتیب برای جداسازی سختی آب ما باید دو عنصر کلسیم و منیزیم را از آب جدا نماییم. در صورت جدا نشدن این دو عنصر آب داخل دیگ بخار همانند داخل کتری به جوش آمده و اصطلاحا سر می رود. همچنین وجود این دو عنصر باعث به وجود آمدن رسوبات در سطح بین لوله ها می شود و باعث افزایش انرژی شده و بعدها برای پاکسازی لوله ها علاوه بر انجام هزینه های بسیار ما مجبور به توقف خط تولید نیز می باشیم.
اما نحوه ی گرفتن سختی آب بدین صورت می باشد که دو مخزن وجود دارد ، که در مخزن اولی دارای بافت رزین سه بعدی می باشد ، که باعث ترکیب با منیزم شده و باعث به وجود آمدن RMg می شود و باعث از بین رفتن سختی آب می شود ولی این آب را نمی توان به همین صورت مورد استفاده قرار داد چرا که باعث از دست دادن رزین نیز می شویم و باید در مخزن دوم این رزین ها را احیا نماییم.شرکت نوین بخار تولید کننده انواع دیگ بخار می باشد که می توانید محصولات ما را از وبسایت(http://www.novinbokhar.com) مشاهده کنید.

تاریخچه دیگ های بخار
همزمان با ورود بشر دوران صنعتی که با استفاده گسترده تر انسان از نیروی ماشین در اوایل قرن هجدهم میلادی آغاز شد. تلاشهای افرادی نظیر وات ،مارکیز …، از انگلستان در ارتباط با گسترش بهره برداری از نیروی بخار و طراحی و ساخت دیگ های بخار شروع شد. دیگ های بخار اولیه از ظروف سر بسته و از ورق های آهن که بر روی هم بر گرداننده و پرچ شده بودند و شامل اشکال مختلف کروی و یا مکعب بودند ساخته شدند. این ظروف بر روی دیوارهای آجر بر روی آتش قرار داده شده و در حقیقت برون سوز محسوب می شدند.انواع دیگ های بخار
دیگ بخار در مراحل آغاز بهره برداری تا فشار حدود 1bar تامین می نمودند که پاسخگوی نیازهای آن دوره بود ولی به علت تشکیل رسوب و لجن در کف دیگ بخار که تنها قسمت تبادل حرارت آب با شعله بود، و با بروز این مشکل، دمای فلز به آرامی بلا رفته و موجب تغییر شکل و دفرمه شدن فلز کف و در نتیجه ایجاد خطر انفجار می شد.
همزمان با نیاز به فشار های بالاتر بخار توسط صنایع، روند ساخت دیگ های بخار نیز تحولات بیشتری را تجربه نمود.
بدین جهت برای دستیابی به بازده حرارتی بشتر، نیاز به تبادل حرارتی بیشتری احساس می شد، در نتیجه سطوح در معرض حرارت با در نظر گرفتن تعداد زیادی لوله باریک که در آن ها گازهای گرم، جریان داشتند و اطراف آنها آب وجود دارد، افزایش یافتند. این دیگ ها با داشتن حجم کمتر راندمان مناسبی داشتند.
دیگ های بخار لوله دودی امروزی با دو یا سه پاس در حقیقت انواع تکامل یافته دیگ های مذبور می باشد.
تحول عمده دیگر در ساخت دیگ بخار، تکامل از دیگ های فایرتیوپ سه پاس (عقب خشک) به ساخت دیگ های ویت یک (عقب تر) می باشد.
در دیگ های بخار عقب خشک انتهای لوله های پاس 2 و 3 هر دو به یک سطح شبکه متصل می شوند، که به علت اختلاف دمای فاحش گازهای حاصل احتراق در پاس 2 ( 1000 درجه سانتیگراد ) و پاس 3 ( حداکثر 250 سانتیگراد ) سطح این شبکیه دچار تنش و در نهایت نشتی می شود. همچنین دیگ های بخار عقب خشک نیاز به عایق کاری و انجام تعمیرات بر روی مواد نسوز طاقچه جدا کننده پاس 2 و 3 نیز در فواصل زمانی کوتاه دارند، که موجب افزایش هزینه نگهداری و ایجاد وقفه در تولید می شوند.
جهت حل مشکلات فوق شرکت ینکلن در سال 1935 طرح جدید ساخت دیگ های بخار 3 پاسه را به ثبت رساند، که مشکل اختلاف دمای زیاد صفحه و لوله ها را که تحت اختلاف شدید دمای زیاد قرار داشتند را از طریق ایجاد دو صفحه شبکیه جداگانه برای هر دو دسته از لوله ها بر طرف ساختند. این طرح سطوح عایق کاری شده در دیگ های عقب خشک را نیز تبدیل به سطوح مفید و جاذب حرارت نمود.
مزایای طرح لینکلن که منجر به ساخت دیگ های بخار عقب تر (WET_back) گردید، موجب شده این ساختار جدید تا امروز همه جا رواج پیدا نماید.
ظرفیت این دیگ ها حداکثر تا 4.3mw می باشد.
عوامل خوردگی کوره در دیگ بخار
یکی از مشکلات اساسی که می تواند باعث بروز مشکل برای کوره های دیگ بخار باشد، خوردگی در نقاط و وسایل مختلف آن است که ضمن هدر رفتن مقدار زیادی انرژی، آسیب های مکانیکی متعددی به کوره وارد می کند. از آنجا که هر کوره از بخش های متعددی همچون بدنه، اطاقک احتراق (Fire Chamber)، دودکش، مشعل و سایر تجهیزات جانبی تشکیل شده، لذا علل خوردگی و راه حل های پیشنهادی در هر یک از بخش ها به طور مجزا مورد بحث و بررسی قرار می گیرد.
بدنه: معمولاً بدنه یا دیواره خارجی کوره ها را از ورقه استیل16/3 و کف آن را از ورقه 4/1 می سازند. در طراحی ها عموماً اتلاف حرارتی از بدنه کوره حدود 2 درصد منظور می شود. نوع و ضخامت عایق کاری بدنه داخلی کوره باید طوری در نظر گرفته شود که دمای سطح خارجی کوره بیش از (1800° F) نشود. اصولاً عایق کاری و عایق های به کار رفته در کوره ها از نظر سرویس دهی مناسب، عمر معینی دارند و به مرور زمان ساختمان کریستالی آنها تغییر یافته و ضخامت آنها کم می شود و این تغییرات ساختمانی سبب تغییر ضریب انتقال حرارت و اتلاف انرژی به بیرون خواهد بود. مطالعات میکروسکپیک و کریستالوگرافیک چند نمونه عایق کار کرده، با نوع تازه آن موید این مطلب است.
در صورتی که عایق دیواره های کوره بر اثر بنایی ناصحیح، عدم انجام صحیح Curing بر مبنای دستورالعمل، حرارت زیاد و یا شوک های حرارتی ترک بردارد، نشت گازهای حاصل از احتراق که عبارتند از: So x، No x، N2،Co2 (درصورتی که نفت کوره به عنوان سوخت مصرف شود) و بخار آب در لابلای این ترک ها و تجمع آنها در لایه بین بدنه کوره و عایق دیواره و سرد شدن تدریجی آنها تا دمای نقطه شبنم، باعث خوردگی بدنه می شود.
تداوم این امر ضمن اتلاف مقدار بسیار زیاد انرژی (از طریق بدنه کوره به محیط اطراف)، باعث ریختن عایق و در نتیجه اتلاف بیشتر انرژی و گسترش خوردگی بر روی بدنه کوره و سایر نقاط آن خواهد شد.
در یک بررسی ساده بر روی کوره ای که چندین سال از عمر عایق آن می گذشت ملاحظه شد که دمای اندازه گیری شده واقعی سطح کوره در اکثر نقاط بسیار بیشتر از میزان طراحی است. این مقدار در بعضی از موارد به (1800° F )نیز می رسید.
در این کوره ضمن جدا شدن عایق از دیواره کوره و گسترش خوردگی در نقاط مختلف بدنه، گرم شدن بدنه کوره نیز موجب خم شدن دیواره ها شده و سرعت خوردگی را افزایش داده و باعث خرابی قسمت های مختلف کوره شده است. به طور کلی برای جلوگیری و یا کاهش مشکلات خورندگی بر روی بدنه کوره لازم است به هنگام تعمیرات اساسی ضمن توجه به عمر عایق دیواره در صورتی که عمر آنها از حد معمول گذشته باشد (البته با توجه به درجه حرارتی که درهنگام کار کردن واحد درمعرض آن بوده اند) آنها را با عایق مناسب و استاندارد تعویض کرد و در صورت وجود ترک (قبل و یا بعد از بنایی)، محل ترک ها را با الیاف مخصوص KAOWOOL پر کرد. همچنین در بنایی، عملیات Curing را مطابق دستور العمل انجام داد تا پیوند هیدرولیکی در عایق های بکار رفته در بنایی، به پیوند سرامیکی تبدیل شده و میزان رطوبت باقیمانده در دیواره از 0.4 gr/m2 بیشتر نشود.
البته چنانچه Ceramic Fiber (الیاف سرامیکی) به عنوان عایق دیواره کوره مورد استفاده قرار گیرد، بدلیل عدم نیاز به Curing و Drying و سبکی وزن، مشکلات احتمالی استفاده از عایق های نیازمند به Curing را نخواهیم داشت. ضمن این که عمر بیشتر و چسبندگی بهتری به دیواره، نسبت به دیگر عایق های موجود دارند.
تیوب ها یا لوله های داخل کوره:
معمولاً کوره ها متشکل از دو بخش RADIATION و CONVECTION هستند که بایستی ظرفیت گرمایی (DUTY) کوره از نظر درصد، تقریباً به نسبت70 و30 درصد بین این دو بخش تقسیم شود.
از آنجا که لازم است سیال به اندازه دمای مورد نظرگرم شود بایستی حرارت مورد نیاز خود را از طریق هدایتی از لوله ها و تیوب های داخل کوره دریافت کند، این لوله ها نیز حرارت مورد نیاز برای این انتقال حرارت را از طریق تشعشعی و جابجایی در اثر احتراق سوخت در داخل کوره جذب می کنند. انتخاب آلیاژ مناسب جهت لوله با توجه به نوع سیال و ترکیبات آن و میزان حرارت دریافتی توسط لوله و در معرض شعله قرار گرفتن از اهمیت بسزایی برخوردار است.
مسائلی که به بروز مشکلاتی برای تیوب ها منجر می شود عبارتند از:
سرد و گرم شدن ناگهانی لوله، گرم شدن بیش از حد لوله و بالا رفتن دمای تیوب از حداکثر مجاز آن، در معرض شعله قرار گرفتن و برخورد شعله به لوله (impingement) ، ایجاد یک لایه کُک بر روی جداره داخلی لوله، Carborization، Hogging، Bending، Bowing، Sagging، Creeping، خوردگی جداره داخلی لوله بر اثر وجود مواد خورنده در سیال عبوری، خوردگی جداره بیرونی لوله در اثر رسوبات حاصل از احتراق سوخت مایع بر روی جداره خارجی لوله، کارکرد لوله بیش از عمر نامی آن (80 هزار الی 110 هزار ساعت)
سرد و گرم شدن ناگهانی لوله، ممکن است به Creeping (خزش) که نتیجه آن ازدیاد قطر لوله می باشد منجر شود که در این صورت احتمال پارگی لوله و شکنندگی آن را افزایش می دهد. چنانچه در اثر Creeping مقدار ازدیاد قطر از 2 درصد قطرخارجی لوله بیشتر شود، لوله مزبور بایستی تعویض شود.
در یک اندازه گیری عملی که برای برخی از تیوب های هشت اینچی و شش اینچی کوره (کوره تقطیر در خلا) H-151 در هنگام تعمیرات اساسی صورت پذیرفت، محاسبات زیر بدست آمد:
برای تیوب "8
OD = 8.625 (اصلی)
OD = 8.75 (اندازه گیری شده)
OD = 0.125 (افزایش قطر لوله)
OD ALLOWABLE = 8.625x2%=0.1725
هنوز می توان از تیوب مزبور استفاده کرد.
برای تیوب "6
OD = 8.625 اصلی
OD = 8.675 اندازه گیری شده
OD = 0.05 افزایش قطر لوله
OD ALLOWABLE = 6.625x2%=0.1325
که هنوز می توان از تیوب شش اینچی مزبور استفاده کرد.
همان طور که مشخص است تیوب 8 حدوداً بیش از دو برابر تیوب 6 ازدیاد قطر داشته است.
برای لوله "6
کوره H-101 (اتمسفریک)
OD =6.625 اصلی
OD = 6.635 اندازه گیری شده
OD =0.01 اندازه قطر لوله
OD ALLOWABLE = 6.625x2%=0.1325
بالا نگه داشتن دمای پوسته تیوب ها سبب کاهش مقاومت لوله ها و کاهش عمر مفید و گارانتی حدود یکصد هزار ساعتی آنها می شود.
تجربه نشان داده است که اگر به مدت 6 هفته سطح خارجی (پوسته) لوله ای 900°C بیش از مقدار طراحی در معرض حرارت قرار بگیرد، عمر تیوب ها نصف می شود.
یکی دیگر از مشکلات پیش آمده برای لوله ها، برخورد شعله به لوله (IMPINGEMENT) است، که باعث OVER HEATING کوره و در نهایت HOT SPOT می شود. این امر می تواند ضمن لطمه زدن در محل برخورد شعله به لوله، باعث تشدید عمل کراکینگ مواد داخل لوله شود و مواد مزبور به دو قسمت سبک و سنگین تبدیل گردند.
مواد سنگین به جداره داخلی لوله چسبیده و کک ایجاد می کنند. به ازای تشکیل یک میلی لیتر ضخامت کک با توجه به ضریب هدایتی کک که برابر مقدار خاصی می باشد برای یک شارژ حرارتی معمول در قسمت تشعشعی کوره H-101 (اتمسفریک) می باشد، معادل فرمول زیر است:
می بایستی 300°C دمای پوسته تیوب بالاتر رود تا سیال موجود در تیوب به همان دمای موردنظر برسد. در این صورت ملاحظه می شود بالا رفتن دمای تیوب به چه میزان اتلاف سوخت و انرژی، داشته و به طور کلی به مرور زمان چه لطمه ها و آسیب هایی به کل کوره وارد می شود. به عبارت دیگراختلاف دمای پوسته تیوب های کوره که در طراحی عموماً 1000°F بالاتر از دمای متوسط سیال درون آن در نظر گرفته می شود، به مرور زمان با تشکیل کک (با رسوبات بیرونی) بیشتر می شود.
مشکل دیگر که به علت دمای بالا برای تیوب های کوره ها ایجاد می شود خمیدگی در جهت های مختلف این تیوب هاست.
یکی دیگر از مسائلی که باعث خم شدن و شکستگی لوله ها می شود پدیده کربوریزیشن (carborization) است که بر اثر ترکیب کربن با آهن پدید می آید: این واکنش که باعث تولید کربور آهن خواهد شد در دمای بالاتر از 7000°c ایجاد می شود 7000°Cتا 14000°C این حالت عمدتاً در زمان Curing و drying کوره پدید می آید. البته Hot spot نیز بیشتر در این زمان ها اتفاق می افتد.
وجود ناخالصی های مختلف مثل فلزات سدیم، وانادیم، نیکل و غیر...، فلزاتی مثل گوگرد و ازت به صورت ترکیبات آلی در سوخت های مایع، مسائل عدیده ای را باعث می شوند، که از آن جمله کاهش انتقال حرارت از طریق سطح خارجی تیوب به سیال درون تیوب است که به علت تشکیل رسوبات مربوط به ناخالصی های مزبور بخصوص رسوبات فلزی بر روی تیوب هاست. به همین دلیل برای رسیدن به دمای مورد نظر سیال موجود در لوله، مجبور به مصرف سوخت بیشتر خواهیم شد. در نتیجه مشکلات ایجاد گرمای بیشتر در کوره و مسائل زیست محیطی در اثر تشکیل SOX، NOX و ... را خواهیم داشت. از طرفی به دلیل نشست این رسوب ها بر روی تیوب ها مسئله خوردگی و سوراخ شدن پیش خواهد آمد. علت این خوردگی که از نوعHigh temp corrosion می باشد پدیده سولفیدیش است، که در دماهای بین630°C تا700°C بوقوع می پیوندد. همان طور که گفته شد علت اصلی آن وجود عناصر وانادیم، گوگرد، سدیم و نیکل به همراه گازهای حاصل از احتراق سوخت است.
فلزات ذکر شده (بصورت اکسید) به کمک این گازها بالا رفته و بر روی تیوب های قسمت تشعشع و جابه جایی می نشینند. خوردگی و سوراخ شدن تیوب، بر اصل اکسید شدن و ترکیب عناصر مزبور باآلیاژ تیوب استوار بوده که باعث ایجاد ترکیبات کمپلکس با نقطه ذوب پایین می شود.
ترکیب اولیه پس از Na2SO4، سدیم وانادایت به فرمول Na2O6V2O5 است که نقطه ذوب آن 6300°C می باشد. عمده ترکیبات دیگر که شامل کمپلکسی از ترکیب پنتا اکسید وانادیم و سدیم است در شرایطی به مراتب ملایم تر و درجه حرارتی پایین تر ذوب می شوند. برای مثال مخلوط وانادیل وانادیت سدیم به فرمول Na2OV2O411V2O5 و متاوانادات سدیم به فرمول Na2OV2O5 در 5270°C ذوب می شوند. ذوب این کمپلکس ها شرایط مساعدی را برای تسریع خوردگی بوجود می آورد. در اینجا ترکیبات حاصل از احتراق نه تنها به نوع ناخالصی بلکه به نسبت آنها نیز بستگی کامل دارد و در مورد وانادیم میزان سدیم از اهمیت خاصی برخوردار است.
البته سدیم وانادیل وانادایت پس از تولید و ذوب شدن، با فلز آلیاژ مربوط به تیوب، ترکیب شده و بر اثر سیال بودن از سطح آلیاژ کنار رفته و سطوح زیرین تیوب مربوطه در معرض ترکیب جدید قرار می گیرد. ادامه این وضع به کاهش ضخامت تیوب و در نهایت سوراخ شدن و از کار افتادن آن منجر می شود.
مشعل ها و سوخت:
نقش کیفیت نوع سوخت و نوع مشعل ها شاید از همه عوامل یاد شده در کارکرد مناسب، راندمان بیشتر و کاهش خوردگی بیشتر برخوردار باشد. چنانچه از مشعل های Low excess air و یا نوع مرحله سوز (stage burning) استفاده شود، هوای اضافی مورد نیاز به میزان قابل توجهی کاهش یافته و به حدود 3 و 5 درصد می رسد که ضمن کاهش و به حداقل رساندن گازهای خورنده و مضر زیست محیطی مثل NOx، Sox، در بالا بردن راندمان کوره بسیار موثر خواهد بود. این امر باعث کاهش مصرف سوخت شده، و در نتیجه باعث کاهش گازهای حاصل از احتراق و آسیب رساندن به تیوب ها، بدنه کوره و دود کش ها خواهد شد. وضعیت عملکرد مشعل ها بایستی به طور مداوم زیر نظر باشد. بد سوزی مشعل ها می تواند دلایل متضادی، همچون نامناسب بودن سوخت، عیب مکانیکی، کک گرفتگی سرمشعل و یا بالعکس، رفتگی و سائیدگی (Errosion) بیش از حد سر مشعل، کمبود بخار پودر کننده و ... داشته باشد. وجود مواد آسفالتی، افزایش مقدار کربن باقیمانده (carbon residue) ، بالا بودنِ مقادیر فلزات مثل سدیم، نیکل، وانادیم و هم چنین سولفور در سوخت مسائل متعددی را در سیستم احتراق ایجاد می کند که این مسائل به طور کلی به دو دسته تقسیم می شوند.
الف - مسائل عملیاتی قبل از مشعل ها و احتراق:
این مسایل در اثر وجود آب و نمک ها و ته نشین شدن آنها در ذخیره سازی نفت کوره بوجود می آیند. در این رابطه عدم تخلیه مداوم مخزن ذخیره سازی، خوردگی و مشکلات ایجاد شده به طور خلاصه عبارتست از:
تشکیل لجن (sludge) در مخزن در اثر عدم استخراج کامل نفت کوره و آب، انباشته شدن لجن در فیلترها در اثر محصولات ناشی از خوردگی و پلیمریزاسیون هیدروکربورهای سنگین به علت اثر کاتالیزوری محصولات ناشی از خوردگی، انباشته شدن لجن و صمغ های آلی در گرم کننده سوخت، گرفتگی و خوردگی در نازل های پودر کننده نفت کوره (Atomizer).
ب - مسائل عملیاتی بعد از مشعل ها و احتراق:
ایجاد خوردگی در مناطق گرم و سرد کوره ها و دیگ های بخار، ایجاد رسوبات بر روی لوله های قسمت جابه جایی کوره و قسمت سوپر هیت دیگ های بخار، کاهش ضریب انتقال حرارتی در اثر رسوبات و در نهایت افت راندمان حرارتی در اثر افزایش دمای گازهای خروجی حاصل از احتراق از دودکش کوره.
در اثر احتراق سوخت هایی که دارای مقادیر زیادی کربن باقیمانده و خاکستر باشند، مقادیر متنابهی رسوب در قسمت های جابه جایی کوره و یا قسمت سوپر هیت دیگ های بخار تولید می شوند. این رسوبات به سختی در اثر عملیات دودزدایی از سیستم خارج می شوند. مسئله سازترین سوخت ها، سوخت هایی است که در آنها نسبت وانادیم به سدیم 12Na کمتر از 10 باشد.
به غیر از مشکلات ایجاد شده توسط اکسیدهای سدیم و وانادیم، فلز نیکل نیز که در سوخت وجود دارد با اکسیژن ترکیب شده و اکسیدهای نیکل را به صورت رسوباتی بر روی لوله ها بوجود می آورد.
برای جلوگیری از ایجاد خوردگی توسط اکسیدهای وانادیم و یا کاهش سرعت آن اقدامات زیر لازم است:
1. کاهش مقدار اکسیژن موجود در گازهای حاصل از احتراق، که این مقدار اکسیژن را می توان با تنظیم مقدار هوای اضافی کوره یا دیگ بخار کنترل کرد و نسبت به کاهش آن اقدام نمود. در این حالت راندمان حرارتی به طور چشمگیری افزایش می یابد.
2. جلوگیری از تشکیل گاز So3 (انیدرید سولفوریک) یا کاهش آن در اثر کاهش هوای اضافی از 35 درصد به میزان 10 درصد، که در این صورت میزان تبدیل گاز انیدرید سولفورو (SO2) نصف می شود.
3. افزایش نقطه ذوب رسوبات تشکیل شده در سطوح لوله ها، به طوری که در شرایط عملیاتی موجود این رسوبات به نقطه ذوب خود نرسند. این امر با افزودن ترکیبات منیزیم، به علت داشتن اختلاف پتانسیل شیمیایی زیاد و اورتووانادیم (3MGO-V2 O5) که دارای نقطه ذوب بالایی هستند (حدود 1120°C)، میسر می شود.
4. مناسب ترین روش جلوگیری از خوردگی بواسطه وجود ناخالصی های موجود در سوخت مایع، استفاده از سوخت های گازی و بخصوص گاز طبیعی است که ضمن داشتن صرفه اقتصادی، با یک سرمایه گذاری اولیه به نسبت کم می توان مشکلات خوردگی ذکر شده را به شدت کاهش داد.
براساس برآورد اقتصادی انجام شده، تعویض سوخت مایع و جایگزینی آن با سوخت گاز طبیعی، پس از بیست ماه، بازگشت سرمایه گذاری را در پی خواهد داشت. در عین حال گاز طبیعی مشکلات ذکر شده مربوط به مصرف سوخت مایع و هم چنین عدم مصرف بخار به عنوان بخار پودر کننده کاهش قابل ملاحظه مسائل زیست محیطی را به همراه دارد. به واسطه مصرف سوخت مایع تولید NOx، Sox ، به اندازه تفاضل قیمت جهانی سوخت گاز مصرفی و سوخت مایع، که یا به فروش می رسد و یا به عنوان خوراک واحد RFCC مورد استفاده قرار می گیرد، سود عاید می کند.
تجهیزات جانبی:
مهم ترین تجهیزات جانبی مورد استفاده در کوره ها را عموماً دوده زداها (SOOT BLOWERS) و آنالایزرها O2 ANALAYZER یا اخیراً (CO2 ANALYZER) تشکیل می دهند.
با استفاده روزانه از دوده زدا (یک بار در روز) در یک کوره ملاحظه شده که بلافاصله 10°C دمای سیال خروجی از کوره افزایش می یابد، به عبارت دیگر به میزان همان 10°C اضافی، سوخت مصرفی کوره کاهش می یابد. ضمن این که ترکیبات مضر و خطرناک که هم باعث مسائل خوردگی می شوند و هم انتقال حرارت را کاهش می دهند، از روی لوله ها زدوده می شوند. استفاده از سایر تجهیزات جانبی پیشگرمکن های هوا AIR PREHEATERS و لوازم بازیافت حرارتی از دودکش هاFORCED AND INDUCED FANS، و یا ECONOMIZER در دیگ های بخار باعث کاهش سوخت مصرفی و در نتیجه کاهش مشکلات ایجاد شده در کوره ها و دیگ های بخار می شود.
دیگ بخار
فیزیکدان معروف فرانسوی که در 22 اوت سال 1647 میلادی متولد شد. پس از پایان دوران متوسطه، در دانشگاه آنژه به ادامهی تحصیل پرداخت و در رشتهی پزشکی فارغالتحصیل گردید. وی از نوجوانی به امور صنعتی و فنی علاقمند و اولین کسی بود که به فکر استفاده از نیروی بخار افتاد. او در سال 1679 دیگ بخار را ساخت و سپس در سال 1690 ماشینی اختراع کرد که در آن بر اثر انبساط بخار، انرژی حرارتی به انرژی مکانیکی تبدیل و سبب حرکت وسیله میگردید. بعدها به آزمایش و تکمیل این ماشین بخار پرداخت و در 29 می سال 1707 موفق به ساخت یک «ماشین بخار» گردید که با انجام تغییرات و نصب دیگ بخار جداگانه، آن را عرضه نمود. اختراع پاپن و تجربیات وی باعث شد تا پس از او اتومبیل و کشتی بخار ساخته شود. دیگ بخار که به نام «دیگ پاپن» نیز معروف است، منشأ تولید نیروی محرکهی اجسام متحرک میباشد. این دانشمند بزرگ با وجود تحقیقات و کشفیات فراوان، در اواخر عمر، زندگی را در فقر و تنگدستی گذراند و سرانجام در سال 1712 میلادی درگذشت.

هواساز
هواساز(بطور اختصاری AHU)دستگاهی برای تامین هوای مطبوع و سالم با دستیابی به دما و رطوبت مناسب می باشد.هواساز یکی از اصلیترین دستگاههای تهویه مطبوع میباشد که در مسیر چیلر و بویلر با کانال هوا قرار می گیرد .اجزا سازنده یک هواساز
۱-کانال تغذیه۲-محفظه فن۳-لرزه گیر۴-کویلهای سرمایش و گرمایش۵-محفظه فیلتر
6-کانال اختلاط هوای برگشتی و هوای تازه
اجزا:
یک هواساز از اجزا زیر تشکیل یافته است:
۱-فن
به عنوان یکی از اجزا مهم هواساز جهت جابجایی هوا در سیستم به کار می رود.
۲-فیلتر
در دستگاههای هواساز از چندین لایه فیلتر استفاده میشود که عملکرد آنها بصورت زیر می باشد:
برای تصفیه ذرات درشت تر از فیلترهای فلزی که قابلیت شستشو دارند استفاده می شود. در مراحل بعدی از فیلترهای هپا و اولپا که از جنس بوروسیلیکات و به ترتیب دارای قدرت جذب ذرات تا ۳/. میکرون و ۱۲/۰میکرون هستند استفاده میشود .
۳-کویلهای گرمایش و سرمایش
کویلهای گرمایش یا با آب داغ و بخار کار می کنند و یا الکتریکی هستند و کویلهای سرمایش با آب مبرد و یا یک ماده مبرد کار می کنند. کویلهای سرمایش و گرمایش هواساز باید توسط لوله کشی با چیلر و بویلر در ارتباط باشند .
۴-رطوبت زن
فرآیند رطوبت زنی به وسیله پاشیدن آب از افشانکها یا شبکه بخار و عمل رطوبت گیری توسط کویل سرد انجام میشود .
۵-تجهیزات کنترلی
شامل ترموستات برای تنظیم دما ، تنظیم کنندههای جریان هوا ، رطوبت و غیره .
نحوه کار:
نخست فن (هواکش) هوا را به درون هواساز میمکد و آن را از راه دریچهها و دمپرها به محفظه فیلترها میرساند. در محفظه فیلترها، فیلترها به ترتیب عملکرد و بازده پشت سر هم قرار می گیرند تا ذرات درشت از قبیل گرد و غبار، میکروبها، باکتریها و ویروسها را جداسازی کنند پس از گذر هوا از فیلتر، هوا مرطوب میشود. این هوای تمیز و مرطوب با توجه به نیاز، یا توسط کویلهای سرمایش مرتبط با یک پکیج خنککن و یا یک چیلر، سرد میشود و یا توسط کویلهای مرتبط با یک بویلر یا المنتهای حرارتی گرم میشود
کاربرد فن ها در هواساز
هنگامی که در یک کاربرد تهویه مطبوع احتیاج به سیستم کانال باشد، فن های لوله محوری، برد محور یو یا سانتریفوژ را می توان مورد استفاده قرار داد. در مواردی که سیستم کانال وجود نداشته و مقاومت کمی در مقابل جریان هوا وجود دارد ، فن پروانه ای می تواند به کار برده شود. در عین حال هنگامی که تجهیزات آماده نصب برای کاربردهایی که احتیاج به شبکه کانال ندارند مورد استفاده قرار می گیرند اغلب فن های سانتریفوژ بکار برده میشود .
فن سانتریفوژ به دلیل بی صدا بودن و عملکرد مناسبش در فشارهای بالا، در بیشتر کاربردهای تهویه مطبوع بمنظور فراهم نمودن شرایط آسان بکار برده می شود .
علاوه بر این دهانه ورودی فن سانتریفوژ را میتوان به وسائلی که سطح مقطع بزرگ دارند وصل کرد، در حالی که دهانه تخلیه آن را می توان به کانالهای نسبتا کوچک متصل نمود. برای برآورده ساختن احتیاجات سیستم توزیع هوا می توان جریان هوا را تغییر داد ، این عمل با تنظیمات ساده محرک فن یا تنظیم وسایل کنترل صورت می گیرد .
استفاده از فن های جریان محوری برای مواردی که احتیاج به حجم زیادی از هوا داریم و صدای زیاد فن نیز در درجه دوم اهمیت قرار دارد ، عالی خواهد بود. بنابراین اینگونه فن ها اغلب برای تهویه مطبوع و تجدید هوای بخشهای صنعتی مورد استفاده قرار می گیرند . این فن ها که دارای سرعتهای بالا می باشند، احتیاج به پره هایی دارند تا هنگامی که تحت فشارهایی که برای سانتریفوژ عادی است ، کار می کنند دارای بهترین بازده باشند . در عین حال این فن ها می توانند بدون پره های هادی نیز مورد استفاده قرار گیرند .
مفهوم سرعت مخصوص در تشریح کردن کاربردهای گوناگون انواع فن ، مفید و سودمند می باشد . سرعت مخصوص یک شاخص عملکرد فن می باشد که بستگی به سرعت ، ظرفیت و فشار استاتیکی فن دارد . شکل 4 نمایانگر محدوده سرعت مخصوص شش نوع فن سانتریفوژ و جریان محوری است که در راندمانهای استاتیکی بالا کار می کنند . این شکل نشان می دهد که فن های سانتریفوژ با پره های انحنا، به جلو در سرعتهای کم ، ظرفیت های کم و فشارهای استاتیکی زیاد ، دارای حداکثر بازده می باشند . در عین حال فن های پروانه ای حداکثر بازده را در سرعتهای و ظرفیتهای بالا و فشارهای استاتیکی پایین خواهد داشت مشخصات توان مصرفی فن های گوناگون طوری است که امکان دارد یک نوع فن تحت بار اضافی قرار گرفته و یا اینکه تحت چنین بار اضافی واقع نگردد . فن سانتریفوژ با پره های انحنا به عقب از نوعی است که تحت بار اضافی واقع نمی شود. در حالیکه فن های سانتریفوژ با پره های انحنا به جلو ممکن است تحت بار اضافی قرار بگیرند . فن های جریان محوری ممکن است تحت بار اضافی قرار بگیرند و یا اینکه تحت چنین بار اضافی واقع نشوند . تمام انواع فن ها را می توان برای تخلیه مورد استفاده قرار داد . فن های دیواری بر علیه مقاومت صفر یا بر علیه مقاومت کم، عمل می کنند و بنابراین همیشه از نوع پروانه ای می باشند. فن های پروانه ای در داخل کلاهک های روی بام یا اطاقکهای روی بام استقرار می یابند . فن های تخلیه ای که دارای هود هستند و فن های تخلیه ایستگاه مرکزی عموما از نوع سانتریفوژ می باشند . ممکن است فن های محوری برای کاربردهای تخلیه مناسب باشند ، بویژه برای نصب در کارخانجات .
عملکرد فن پایدار است اگر بعد از اغتشاش جزئی موقتی نقطه عملکرد فن تغییر نکند ایا هنگام اغتشاش جزئی دائمی نقطه عملکرد خیلی کم تغییر یابد .ناپایداری حالتی است که جریان موجدار و یا دارای ضربان باشد امکان دارد چنین حالتی در هنگامی رخ دهد که منحنی مشخصه سیستم منحنی فن را در دو نقطه یا بیشتر قطع کند چنین حالتی به ندرت در مواردی که تنها از یک فن استفاده می شود رخ می دهد. هنگامی که دو یا چند فن که دارای پره های انحنا به جلو هستند به طور موازی بهم متصل می گردند ممکن است منحنی مرکب حاصل دارای ناحیه نا پایدار. اگر نقطه عملکرد در این ناحیه قرار گیرد کاهش یا افزایش مقاومت سیستم صورت می گیرد در هنگامی که فقط یک نقطه تقاطع بین منحنی سیتم و منحنی فن وجود داشته باشد بهره برداری در شرایط پایدار صورت خواهد گرفت.تشدید در سیستم کمیاب است ولی امکان دارد در مواقعی که در سیستم کانال کشی ای که برای فرکانس خاصی تنظیم شده از فن های فشار بالا استفاده گردد رخ بدهد همانند تشدید در لوله کشی ساختمان در هنگامی که نقطه عملکرد سمت چپ پیک فشار قرار داشته باشد افزایش فشار ناشی لز افزایش ظرفیت به نوبه خود تمایل به افزایش فشار بیشتری دارد با تغییر منحنی مشخصه سیستم بنحوی که عملکرد بین پیک فشار و نقطه تخلیه آزاد ببافته می توان بر چنین شرایطی غلبه کرد.
علاوه بر مقادیر استاندارد سطح متداول صدا یا استفاده از فضای به خدمت گرفته شده فضای در دسترس و طبیعت بار ، نیازهای دیگر سیستم که بر انتخاب فن تاثیر می گذارند عبارتند از : مقدار هوا ، فشار استاتیکی و دانسیته هوا .
هنگامی که این نیازها شناخته گردد ، انتخاب فن برای تهویه مطبوع همیشه متکی بر انتخاب ارزانترین ترکیب اندازه و گروه ساخت فن که سطح قابل قبولی از صدا و بازده را نیز به همراه داشته باشد، خواهد بود.
نمی توان در هنگام انتخاب فن ، سرعت خروجی را بعنوان شاخص صدای تولید شده بکار برد . بهترین مشخصه صدا در هنگامی که فن حداکثر بازده را دارد، حاصل می گردد . سرعت خروجی مجاز برای فن هایی که در فشارهای استاتیکی بالا کار می کنند بیشتر است، زیرا حداکثر بازده در دبی های زیاد رخ می دهد . بنابراین هر محدودیتی که در ارتباط با صدای تولید شده بر سرعت خروجی اعمال شود، علاوه بر اینکه متکی بر حدود صدای محیط و مساحت فضای مفید در دسترس می باشد . متکی بر فشار به نقطه حداکثر بازده انتخاب شود. بعلاوه شبکه کانال مربوطه نیز بایستی صحیح طراحی گردد ، همانگونه که در بخش 2 توضیح داده شد.
معمولا بهترین توازن بین هزینه اولیه و بازده فن درهنگامی حاصل می شود که فن انتخابی کمی کوچکتر از فنی باشد که دارای حداکثر بازده است . در عین حال شایسته است برای مواقعی که زمان بهره برداری طولانی است . از فن هایی بزرگتر که بازده بیشتر دارند استفاده شود. در مواقعی که انتخاب فن کوچکتر باعث می شود که محتاج به موتور ، محرک و راه انداز بزرگتر و ساختمان ضخیم تر باشیم ، انتخاب فن بزرگتر از نظر اقتصادی ترجیح داده می شود.
چگونگی انتخاب فن و محرک آن می تواند بر شرایط سایکرومتریکی فضای مربوطه تاثیر بگذارد . اگر فن انتخابی باعث گردد مقدار هوا کمتر از احتیاجات شرایط طراحی باشد درجه حرارت حباب خشک اطاق بزرگتر از احتیاجات شرایط طراحی باشد، کنترل های موجود در اطاق از افت درجه حرارت جلوگیری خواهند کرد.
المان های گرمایشی / سرمایشی
هواساز ها ممکن است نیاز به گرمایش، سرمایش، یا هردوی آنها برای تغییر درجه حرات دمای هوای تامین شده که وابسته به موقعیت و کاربرد آنهاست، داشته باشند.
هواساز های کوچک ممکن است شامل یک گرمکن سوخت-سوز یا یک اواپراتور تبریدی که مستقیما در مقابل جریان هوا قراردارد، باشند. مقاومت های حرارتی و پمپ های گرمایی می توانند به خوبی استفاده شوند.سرد سازی توسط تبخیر، در آب و هوای خشک امکان پذیر می باشد.
تامین آب داغ یا بخار داغ توسط دیگ بخار مرکزی:
دستگاه های هواساز برای محیط های تجاری شامل یک کویل می باشد که از چرخش جریان آب داغ یا بخار برای گرمایش و از چرخش آب سرد برای سرمایش بهره می برد. کویل ها عموما از لوله های مسی با فین های آلومینیومی یا مسی برای کمک به انتقال حرارت بهتر، ساخته می شوند. کویل های تبریدی همچنین از صفحاتی برای جمع آوری آب چکه ها بهره می گیرند.آب داغ یا بخار آب توسط یک دیگ بخار مرکزی تامین می گردد و آب سرد هم توسط یک چیلر مرکزی تامین می شود.
سنسورهای جریان برگشتی هوایی که به هواساز بر می گردد عموما برای نظارت و کنترل دمای، هوای خروجی از کویل، به کار برده می شوند.این سنسورها در اتصال با یک شیر سه راه موتوری مناسب هستندکه قبل از کویل قرار می گیرد و فرمان را از آنها دریافت می کند.
فیلترها – Filters
فیلتر کردن هوا، برای تامین هوایی تمیز و عاری از گرد و غبار برای ساکنین ساختمان حایز اهمیت است.این مهم می تواند از طریق پوشش های پلیسه دار Low-MERV، یا HEPA، یا الکترو استاتیک و یا استفاده از ترکیبی از این فنون صورت پذیرد.روش های فاز-گازی و اشعه ماورای بنفش هم می توانند مفید واقع شوند.
عموما در ابتدای هواسازها نصب می گردند تا تمامی اجزای هواساز را در محیطی تمیز نگه دارند. نسبت به درجه فیلترازسیون مورد نیاز، عموما فیلتر ها در دو محفظه یا بیشتر، به صورت یک پانل نوع درشت که عملیات فیلتر کردن را در مقابل یک فیلتر کیسه ای نوع ریز، انجام می دهد، چیده می شوند. فیلتر پانلی دارای تعویض و تعمیر ارزانتری است، برای همین هم از فیلتر کیسه ای گران قیمت مراقبت می کند.
دوام یک فیلتر ممکن است با بازبینی افت فشار، در فیلتر میانی،برای دبی حجمی طراحی شده هوا، بررسی شود.این کار ممکن است به صورت چشمی، با استفاده از فشار سنج، یا توسط یک اخطار دهنده که این تفاوت فشار را به سیستم کنترل ساختمان اطلاع می دهد، صورت پذیرد. تعویض ناصحیح یک فیلتر سبب فروپاشی آن می گردد، همچنانکه نیروی فن بر روی آن اعمال می گردد سبب غلبه بر آن گردیده و نتیجه فروپاشی فیلتر است که باعث آلودگی هواساز و هوای دمیده شده به کانال ها می گردد.
رطوبت ساز – Humidifier
مرطوب سازی اغلبا در نواحی سرد سیر،که گرمایش پیوسته سبب وجود هوای خشک گردیده،و این خشکی باعث ایجاد کیفیت نامساعد هوا و الکتریسیته ساکن می گردد، لازم می باشد.
انواع مختلف رطوبت ساز ها ممکن است استفاده شوند:
· تبخیری – Evaporative:هوای خشک از روی یک مخزن آب دمیده شده که سبب تخیر مقداری از آب می گردد. نرخ تبخیر می تواند توسط پودر کردن آب در جریان هوای خشک افزایش یابد.
· بخار ساز – Vaporizer: بخار آب یا مه از طرف یک دیگ بخار به صورت مستقیم به جریان هوا دمیده می شود.
· افشاننده مه – Spray Mist: آب توسط یک نازل یا وسایل مکانیکی دیگر، در شکل قطرات آب، افشانده می شود و توسط هوا منتقل می گردد.
· ماورای صوت – Ultrasonic: یک حمام آب سرد در مسیر جریان هوا توسط یک دستگاه ماواری صوت برانگیخته شده و به شکل مه یا ذرات کوچک آب در می آید.
· نمناک کردن – Wetted meduim: الیافی نرم در مسیر جریان هوا توسط آب تازه که از لوله ای فوقانی با مجموعه ای از روزنه های متوالی،سرریز شده، نمناک نگه داشته می شوند.هنگامی که جریان هوا از میان این الیاف گذرد آب را به قطرات بسیار ریز تبدیل می کند.این نوع از رطوبت سازها میتوانند سریعا مسدود شوند اگر که فیلتر ثانویه هوا در موعد مقرر تعمیر نگردد.
محفظه ی مخلوط شدن – Mixing Chamber
به منظور حفظ کیفیت هوای داخل ساختمان، هواساز ها عموما دارای قیودی برای اجازه ورود هوا از طریق خارج و هوای برگشتی از داخل ساختمان، هستند.در آب و هواهای معتدل، مخلوط کردن مقدار مناسب هوای سرد خارج با هوای گرم برگشتی از داخل، برای رسیدن به دمای هوای تحویلی دلخواه ، به کار گرفته می شود.یک محفظه مخلوط کن برای این منظور استفاده می شود، که دارای دمپرهایی برای کنترل نسبت هوای برگشتی به هواساز و هوای تازه ورودی از خارج به هواساز، می باشد.
دستگاه بازیابی حرارت – Heat Recover Device
یک دستگاه بازیابی حرارت که نوعی از مبدل های حرارتی هستند، ممکن است بر روی یک هواساز بین جریان هوای تامین شده و جریان هوای خروجی، برای ذخیره انرژی و افزایش ظرفیت نصب گردد.در اصل کار این دستگاه ها گرفتن سرما یا گرما از هوای خروجی، که از داخل ساختمان به هواساز برگشت داده می شود، و دادن این انرژی به هوای تازه ای است که وارد هواساز می شود.
این دستگاه ها عموما به صورت انواع زیر هستند:
· مبدل های صفحه ای متقاطع – Cross Plate Heat exchanger: صفحات ساندویچی پلاستیک یا فلز با مجاری در هم پیچیده هوا.حرارت بین جریان های هوا از یک سمت صفحه به سمت دیگر آن منتقل می شود.صفحات با همدیگر دارای فواصل 4 تا 6 میلی متر هستند.این صفحات همچنین برای بازیابی سرما هم استفاده می گردند.بازیابی گرمادر این صفحات بازدهی بالاتر از 70% دارد.
· چرخ گرما – Thermal Wheel: شبکه ای از فلز موجدار فین خورده که به آرامی می چرخد، و در دو جریان هوای متقابل عمل می کند، گرما را آنچنان که هوای خروجی(برگشتی) از لابه لای شبکه عبور می کند در طی یک نیم چرخش، جذب کرده و در نیم چرخش دوم به جریان هوای تامین شده می دهد، این یک پروسه پیوسته است.همچنین برای بازیابی سرما هم استفاده می گردد.بازده این نوع بازیاب ها بیشتر از 85% است.همچنین چرخ هایی با پوششی هیدروسکپیک برای میسر ساختن انتقال حرارت نهان وخشکی و رطوبت، جریان های هوا، موجود می باشند.
· کویل های چرخشی – Run-around coil: این سیستم ها یک حلقه لوله کشی ساده هستند،که شامل یک انتشار دهنده می باشند، این حلقه ، یک لوله فین خورده در مسیر هوای خروجی را با یک لوله فین خورده در مسیر هوای تامین شده(ورودی)، متصل می سازد. هوای گرم خروجی، سیال سیار در این حلقه را گرم نموده سپس این سیال هوای تامین شده خنک را گرم می نماید. این سیستم برای پیش گرم کردن هوای تازه ورودی عموما استفاده می شود، اما همچنین برای پیش خنک کردن هوای ورودی زمانی که هوای خروجی از هواساز، از هوای محیط بیرون، خنک تر باشد، هم استفاده می گردد.بازده این سیستم ها بیشتر از 50% می باشد.
· لوله گرما – Heat Pipe:در دو جریان متقابل هوا عمل می کند،از ماده سرد کننده محبوس، به عنوان رسانه انتقال گرما استفاده می کند.”لوله” متشکل از چندین لوله کوچک متصل به هم که در یک کویل نصب شده و از فین هایی هم برای انتقال حرارت بیشتر در آنها بهره گرفته شده است.گرما در یک طرف لوله توسط تبخیر ماده سرد کننده، جذب شده ودر طرف دیگر توسط میعان ماده سرد کننده رها خواهد شد.ماده سرد کننده چگالیده شده، توسط نیروی جاذبه به سمت اول لوله برای تکرار فرآیند، هدایت می شود.بازده این سیستم ها بالاتر از 65%است.
کنترل ها – Controls
کنترل ها برای تنظیم هر جنبه ای از هواساز ها ضروری هستند، به عنوان مثال نرخ جریان هوا،دمای هوای تامین شده، دمای هوای مخلوط شده، رطوبت، کیفیت.آنها ممکن است همانند ترموستات های خاموش/ روشن ساده باشند، یا بسیار پیچیده باشند،همانند سیستم های اتوماسیون ساختمان که به طور مثال از BACnet یاLonWorks استفاده می کنند.
اجزای یک کنترلر معمول، شامل سنسورهای دمایی، سنسورهای رطوبتی،کلید های تغییر وضعیت باد بند ها،سیستم های راه انداز،موتورها و نظارت گرها می باشد.
جداساز لرزش – Vibration isolators
دمنده های یک هواساز می توانند ارتعاشاتی قابل توجه خلق کنند و این نویز و ارتعاشات میتواند توسط سیستم کانال کشی به ساکنین ساختمان انتقال پیدا کند.برای جلوگیری از این، از جداساز های لرزش(قطعاتی انعطاف پذیر) که معمولا بدون واسطه قبل و بعد از هواساز ها درون کانال و همچنین اغلب بین بدنه فن ودستگاه هواساز قرار می گیرند، استفاده می شود. پارچه برزنت و موادی همانند این به هواساز اجازه می دهد ارتعاش داشته باشد در صورتی که لرزش کمتری را به سیستم کانال کشی منتقل می کند.
قسمت فن بعلاوه می تواند توسط قرار گرفتن بر روی یک تعلیق فنری از بقیه هواساز جدا گردد،که این میزان انتقال لرزش از کف را تخفیف می دهد.
دستگاه هواساز با کویل آبگرم:
دستگاه هواساز با کویل آبگرم شامل یک دستگاه فن سانتریفیوژ می باشد که هوای موجود در فضا را مکش نموده و پس از فیلتراسیون هوای آن را با عبور از روی کویل DX و کویل ابگرم بنا به نیاز در تابستان و زمستان سرد و گرم نموده و از طریق کانال کشی موجود از طریق دریچه ها در فضا پخش می کند. لازم به توضیح است که آبگرم موجود جهت کویل آبگرم از طریق موتورخانه مرکزی یا پکیج آبگرم موجود در واحد تامین می گردد. لازم به ذکر است که دستگاه مذکور قابلیت نصب به صورت افقی و عمودی را دارا می باشدکه برای فضاهای کوچک عموما دستگاه به صورت افقی در داخل سقف کاذب نصب می شود.
موتور فن General Electric چند سرعته بدون تسمه از نوع Direct Drive
دستگاههای 5/7 تن به بالا تسمه ای هستند
سیستم کنترل مجهز به تاخیر زمانی
قابلیت نصب افقی، عمودی هواساز در هر فضا مانند کمد، سقف کاذب و...
تست فشار بر روی کویل ها تا 450psi
شاسی و کابین هواساز از نوع استیل گالوانیزه با روکش اپوکسی
دارای دو تشتک مجزای تخلیه آب جهت حالت های افقی و عمودی
محاسبات بار حرارتی، محاسبات بار برودتی، هواساز، کانال کشی،
در این مطلب به خلاصه ای از اعداد و ارقام مربوط به مقدار هوای تازه مورد نیاز که اغلب بیشترین کاربردها را دارد اشاره می شود :
حداقل هوای تازه مورد نیاز بر اساس ASHRAE 62-1989 :
- دامنه کلی : 15 الی 60 CFM به ازای هر نفر
- رایج ترین دامنه کاربردی برای اغلب فضاها : 15 الی 20 CFM به ازای هر نفر
- اماکن آزاد برای مصرف دخانیات : 60 CFM به ازای هر نفر
- حداقل هوای تازه برای توالت ها ( که منظور از هوای تازه در این مورد هوای مورد نیاز برای تخلیه مکانیکی است ):
50 CFM به ازای هر توالت
2 CFM به هر فوت مربع
10 بار در ساعت بر حسب حجم فضا
- حداقل هوای تازه برای اتاق ها و پست های برق :
2 CFM به ازای هر فوت مربع
10 بار در ساعت بر حسب حجم فضا
5 CFM به ازای هر کیلو ولت آمپر
- حداقل هوای تازه برای اتاق های تاسیسات مکانیکی :
2 CFM به ازای هر فوت مربع
10 CFM به ازای هر اسب بخار توان تجهیزات منصوبه
8 CFM به ازای هر BHP ظرفیت دیگ برای هوای حاصل از احتراق
انواع دیگ های بخار و طبقه بندی آنها:

دیگ بخار به مخزن تحت فشار بسته ای اطلاق می شود که در داخل آن سیالی برای استفاده در خارج از آن گرما می بیند. این گرما توسط احتراق سوخت (جامد، مایع، گاز) یا توسط انرژی هسته ای یا برق تولید می شود.
دیگ بخار پرفشار به دیگی اطلاق می شود که بخار آب را در فشاری بالاتر از 15psig تولید نماید. در پایین تر از فشار مذکور دیگ در گروه دیگ بخار کم فشار قرار می گیرد. دیگ های کوچک پرفشار در گروه دیگ های کوچک قرار می گیرند.
مطابق بخش یک آیین نامه دیگ و مخازن تحت فشار مربوط به انجمن آمریکایی مهندسین مکانیک یا به طور اختصار
مطابق بخش یک آیین نامه دیگ و مخازن تحت فشار مربوط به انجمن آمریکایی مهندسین مکانیک یا به طور اختصار ASME دیگ پرفشار کوچک به دیگ پرفشاری اطلاق می شود که از محدوده های زیر تجاوز ننماید:
قظر داخلی پوسته 16in , حجم کلی بدون روکش و عایقکاری 5Ft3 , و فشار 100psig .
چنانچه دیگ از هریک از محدوه های مذکور تجاوز نماید، به آن دیگ نیرو می گویند. مقرارت مربوط به جوشکاری در اینگونه دیگ های کوچک به سختی دیگ های بزرگ نیست.
دیگ نیرو یک دیگ بخار آب یا بخار می باشد که در بالاتر از فشار 15psig کارکرده و ابعادش از ابعاد دیگ کوچک تجاوز نماید. این تعریف شامل دیگ های آب گرم گرمایشی یا آب گرم مصرفی که در فشار بالاتر از 160psig و دمای 2500F کار کند، اطلاق می شود.
دیگ آب گرم گرمایشی عبارتست از دیگی که در آن هیچگونه بخار آبی تولید نمی شود، لیکن آبگرم آن به منظور گرمایش در یک مدار به گردش درآمده و مجددا به دیگ باز می گردد. فشار آب در اینگونه دیگ ها را در نقطه خروجی آن نباید از 160psig و دمای آن از 2500F تجاوز نماید. اینگونه دیگ ها را دیگ گرمایشی کم فشار می نامند، که مطابق بخش 5 آیین نامه دیگ های گرمایشی از آیین نامه ASME ساخته می شوند. چنانچه فشار یا دما، از این حدود تجاوز نماید، دیگ باید به مانند دیگ های پرفشار و طبق آیین نامه ASMEطرح شود.
دیگ آبگرم مصرفی به دیگی گفته می شود که بطور کامل پر از آب بوده، و برای استفاده خارجی، آبگرم تولید می نماید. (آبگرم دیگر به دیگ باز نمی گردد) فشار آن از 160psig و دمای آن از 2500F تجاوز نمی کند. این نوع دیگ ها را نیز در زمره دیگ کم فشار قرار می دهند و آنها را مطابق بخش چهار (دیگ های گرمایشی) آیین نامه ASME می سازند. چنانچه فشار یا دما از این حد تجاوز نماید این دیگ ها باید مطابق دیگ های پرفشار طراحی شوند.
دیگ استفاده کننده ضایعات حرارتی از ضایعات حرارتی که محصول فرعی پاره ای از فرآیند های صنعتی است، از قبیل گازهای داغ ناشی از کوره بلند کارخانه ذوب آهن یا محصولات ناشی از احتراق خروجی از یک توربین گازی، یا محصولات فرعی یک فرآیند صنعتی، استفاده می کند. ضایعات حرارتی از روی سطوح تبادل کننده گرما عبور نموده و آبگرم یا بخار آب تولید می شود.
برای ساخت این نوع دیگ ها، همان مقررات ساخت آیین نامه ASME استفاده شده برای دیگ های آتش شده بکار بده می شوند. قطعات کمکی و ایمنی مربوط به این دیگ ها بطور معمول مطابق آیین قطعات در دیگ های دیگر می باشند.
دیگ یکپارچه به دیگی اطلاق می شود که بطور کامل در کارخانه ساخته و سوار شده باشد. این دیگ دارای انواع لوله آبی و لوله دودی یا چدنی بوده و دستگاه های احتراق، تجهیزات کنترل و ایمنی را نیز به همراه خود دارد. دیگی که در کارخانه ساخته شده و سوار می شود نسبت به دیگ مشابه ای که دارای همان ظرفیت بخاردهی بوده و در خارج از کارخانه و در محل بهره برداری، نصب و سوار می شود، ارزانتر است. گرچه دیگ ساخته و سوار شده در کارخانه به طور معمول حاضر و آماده تحویل نمی باشد، ولی نسبت به دیگی که در محل بهره برداری ساخته و سوار می شود دارای زمان ساخت و تحویل کمتری است. زمان نصب و راه اندازی آن نیز نسبتا کمتر است. در کل می توان گفت که کار در کارگاه بطور معمول بهتر و قابل رسیدگی بوده و هزینه کمتری دارد.
دیگ بخار فوق بحرانی به دیگی اطلاق می شود که در فشاری بالاتر از فشار بحرانی یعنی 3206.2psig و دمای اشباع 705.40F کار کند. بخار آب و خود آب دارای فشار بحرانی 3206.2psig می باشند. در این فشار، بخار آب، دارای جرم ویژه یکسانی هستند و به معنای این است که بخار، تا حد آب فشرده شده است. هنگامی که این مخلوط در بالاتر از دمای اشباع 705.40F دما ببیند، بخار خشک فوق داغ تولید شده که برای کار در فشارهای بالا مناسب است. این بخار خشک به ویژه برای به حرکت درآوردن مولدهای توربینی مناسب است.
دیگ فوق بحرانی به دو نوع یکسره و باز چرخشی تقسیم می شوند. هر دو نوع در محدوده فوق بحرانی یهنی بالاتر از 3206.2psig و 705.4F کار می کنند. در این محدوده خواص مایع و بخار اشباع یکسان است. هیچگونه تغییری در فاز مایع-بخار صورت نمی گیرد و از اینرو چیزی بنام سطح آب وجود نداشته و به استوانه بخار (steam drum) احتیاجی نیست.
دیگ ها را همچنین می توان طبق طبیعت مواد استفاده آنها گروه بندی کرد. گروه بندی رایج عبارت است از:دیگ ساکن، قابل حمل، لکوموتیوی (ساخت این گونه دیگ ها امروزه متداول نیست) و دریایی که به صورت زیر تعریف می شوند:
دیگ ساکن به دیگی اطلاق می شود که بطور همیشگی بر روی زمین نصب شده است.
دیگ قابل حمل به دیگی اصلاق می شود که بر روی کامیون، کشتی کوچک رودخانه ای و یا هر نوع وسیله نقلیه نصب می شود.
دیگ لکوموتیوی دیگی است که بریا کشیدن وسیله نقلیه بروی ریل راه آهن طرح می شود.
دیگ دریایی به دیگی گفته می شود که بطو معمول ارتفاع آن کم بوده و برای کشتی های مسافربری و باری اقیانوس پیما طرح می شوند. سرعت بخار دهی این نوع دیگ ها زیاد است.
نوع ساختمان دیگ ها را نیز می توان به ترتیبن زیر گروه بندی کرد:
دیگ چدنی، واحدهای گرمایش کم فشاری هستند که قطعات فشاری آن توسط ریختگری از چدن، برنز، یا برنج ساخته می شوند. این دیگ ها را بیشتر بر اساس شیوه ای که محفظه های ریختگری شده آن برهم سوار می شود گروه بندی می کنند. این محفظه ها توسط پستانک های فشاری، سوله های خارجی و پستانک پیچی به همدیگر محکم می شوند. سه نمونه از دیگ های چدنی عبارتند از:
1- دیگ های پره ای عمودی که پره ها بطور عمودی بروی یکدیگر قرار گرفته و توسط پستانک های فشاری یا پیچی به یکدیگر متصل می شوند.
2- دیگ های پره ای افقی که پره ها بطور افقی پهلوی هم قرار می گیرند. در این وضعیت طرز قرارگرفتن پره ها نسبت به هم مانند پشت سرهم قرار گرفتن برش هایی از یک قالب نان مکعب مستطیلی است.
3- دیگ های چدنی کوچک که با ریختگری بصورت یکپارچه ساخته می شوند. این دیگ ها در گذشته جهت تهیه آب گرم بکار می رفتند.
دیگ های بخار فولادی می توانند از نوع پرفشار یا کم فشار باشند و امروزه بطور معمول از ساختمان جوشی برخوردار هستند. این دیگ ها به گروه های زیر تقسیم می شوند:
1- دیگ بخار لوله دودی که در آنها محصولات احتراق از داخل لوله ها عبور می کنند در حالیکه آب پیرامون لوله ها را دربر می گیرد.
2- دیگ بخار لوله آبی که در آنها آبل از داخل لوله ها و محثولات احتراق از اطراف آنها عبور خواهد کرد.
دیگ های لوله دودی بطور معمول تا ظرفیت 70000lb/hr و تا فشار 300psig ساخته می شوند. در شرایط بالاتر از این حدود، دیگ های لوله آبی مورد استفاده قرار می گیرند. دیگ های لوله دودی به دیگ های پوسته ای نیز معروفند. در اینجا، آب و بخار آب درون پوسته محبوس می باشند.
این نوع دیگ حجم بخاری را که دیگ می تواند تولید نماید محدود می کند. در رابطه با فشار پوسته های بزرگ، ضخامت بسیار زیادی را احتیاج خواهد داشت و این موضوع ساخت آنها را گران می نماید.